外壳及其制造方法、电池单体、电池和用电设备与流程
本申请涉及电池,尤其涉及一种外壳及其制造方法、电池单体、电池和用电设备。
背景技术:
1、随着新能源汽车的不断普及,新能源汽车的市场保有率也呈现逐年上涨的趋势。新能源汽车的续航里程和安全性作为用户的重点关注对象,使得如何提高动力电池的能量密度和安全性能成为现阶段迫切需要解决的问题。
2、其中,刀片电池兼具可以通过改进形状排布提高体积比系统能量密度和磷酸铁锂安全稳定的优势,具有高安全、长续航和长寿命等特点,进而成为新能源汽车的动力源的重点关注对象。刀片电池采用无模组电池结构,其中的电池单体因其外壳的存在可以使得电池单体本身可以充当支撑结构件,且电池单体的刀片结构呈现窄而薄的特殊形状。一般来说,常规电池单体的外壳为深冲制造,常采用零态铝合金材料来满足壳体的深冲性能,然而,零态热轧铝合金板带材延伸率较高,但强度普遍较低,并不能较好地满足刀片电池壳体材料的使用性能要求。
3、相关技术中,刀片电池的外壳在业内普遍采用折弯手段进行壳体形成,然而使用折弯工序使得弯折区域存在较大的应力释放,可能会导致后续装配中的外壳变形量不可控,进而导致产品质量下降。尽管刀片电池的外壳成矩形状,但实际上常规外壳材料受限于刀片电池的长短轴比并不适用辊弯成形。
技术实现思路
1、为解决或部分解决相关技术中存在的问题,本申请提供一种外壳及其制造方法、电池单体、电池和用电设备。
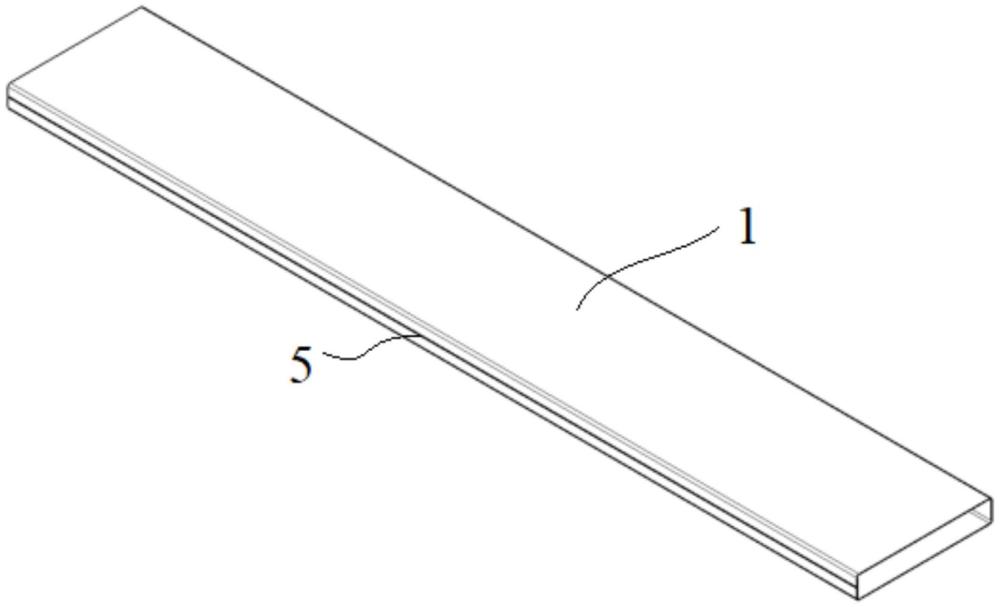
2、本申请第一方面提供一种外壳,所述外壳应用于刀片电池的电池单体,所述外壳包括由基材围合成形的框体,所述基材包括基层和覆设在所述基层两侧的外覆层和内覆层,所述内覆层位于所述框体内侧,所述外覆层位于所述框体外侧,且所述外覆层为焊接性提升层,所述内覆层为防腐强化层;
3、以及,所述框体上设有连续焊缝,所述连续焊缝对应的连续缝隙由所述基材围合形成,并在所述外壳的侧壁上沿所述外壳的轴向分布;
4、所述框体的横截面为矩形截面,且所述矩形截面的长短轴之比在第一预设比值以上。
5、在一实施方式中,所述基层的材料包括铝锰合金,所述外覆层的材料包括铝硅合金,所述内覆层的材料包括锌铝合金。
6、在一实施方式中,所述铝锰合金为aa3003,所述铝硅合金为aa4343,所述锌铝合金为aa7072。
7、在一实施方式中,所述连续焊缝在所述矩形截面的投影上位于所述矩形截面的短轴中间;
8、或者,所述框体的壁厚0.20~0.60mm;
9、或者,所述外覆层或所述内覆层占所述框体的壁厚的5~10%;
10、或者,所述矩形截面的长短轴之比还在第二预设比值以下。
11、本申请第二方面提供一种如上所述的外壳的制造方法,包括:
12、提供设定宽度的目标带材,所述目标带材包括基层和覆设在所述基层两侧的外覆层和内覆层;
13、对所述目标带材进行多道次辊压,使得所述目标带材沿所述设定宽度围合得到第一成形管体,其中,所述第一成形管体横截面为椭圆形;
14、焊接所述第一成形管体侧壁上由围合形成的连续缝隙;
15、对焊接后的第一成形管体进行多道次整形辊压和精辊压,得到横截面为矩形截面的第二成形管体;
16、按照设定长度对所述第二成形管体进行剪切,得到所述框体,进而得到所述外壳。
17、在一实施方式中,所述对所述目标带材进行多道次辊压,使得所述目标带材沿所述设定宽度围合得到第一成形管体,包括:
18、对所述目标带材进行开卷和平整;
19、根据设定的辊压参数,对平整后的目标带材在横向上进行多道次连续冷弯成形,对称围合得到所述第一成形管体;
20、其中,在多道次连续冷弯成形阶段,所述目标带材上形成有顶角、侧壁和底角,所述设定的辊压参数满足所述顶角、所述侧壁先各自弯曲,并在所述侧壁弯曲到设定的对应极限角度时,所述底角和所述顶角再各自弯曲至对应的极限角度。
21、在一实施方式中,所述对焊接后的第一成形管体进行多道次整形辊压,包括:
22、对焊接后的第一成形管体进行多道次整形冷弯辊压,使得所述侧壁由弯曲状整形为平直状。
23、在一实施方式中,所述焊接所述第一成形管体侧壁上由围合形成的连续缝隙,包括:
24、高频焊接所述第一成形管体侧壁上由围合形成的连续缝隙,得到连续焊缝。
25、在一实施方式中,所述目标带材通过热轧工艺将所述外覆层和所述内覆层涂覆在所述基层上制得。
26、本申请第三方面提供一种电池单体,包括如上所述的外壳。
27、本申请第四方面提供一种电池,包括:
28、至少一个如上所述的电池单体;
29、箱体,所述箱体被配置为容纳所有所述电池单体。
30、本申请第五方面提供一种用电设备,包括如上所述的电池。
31、本申请提供的技术方案可以包括以下有益效果:
32、本申请的技术方案,外壳中的基材为特殊材料,基材包括基层和覆设在基层两侧的外覆层和内覆层,内覆层位于框体内侧,外覆层位于框体外侧,且外覆层为焊接性提升层,内覆层为防腐强化层,该外壳可以增强刀片电池无模组结构的整体强度,提高刀片电池的安全性能和寿命,进而可以提高新能源汽车的安全可靠性;以及,上述的特殊材料可以供改良的辊压技术制成特殊构造(外壳横截面长短轴之比在第一预设比值以上)的刀片电池的电池单体的外壳,克服了相关技术中辊压技术难以应用在刀片电池外壳制造的技术壁垒,也避免了采用直接折弯技术导致的外壳变形失控。
33、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种外壳,其特征在于,所述外壳应用于刀片电池的电池单体,所述外壳包括由基材围合成形的框体,所述基材包括基层和覆设在所述基层两侧的外覆层和内覆层,所述内覆层位于所述框体内侧,所述外覆层位于所述框体外侧,且所述外覆层为焊接性提升层,所述内覆层为防腐强化层;
2.根据权利要求1所述的外壳,其特征在于,所述基层的材料包括铝锰合金,所述外覆层的材料包括铝硅合金,所述内覆层的材料包括锌铝合金。
3.根据权利要求2所述的外壳,其特征在于,所述铝锰合金为aa3003,所述铝硅合金为aa4343,所述锌铝合金为aa7072。
4.根据权利要求1所述的外壳,其特征在于,所述连续焊缝在所述矩形截面的投影上位于所述矩形截面的短轴中间;
5.一种如权利要求1至4任意一项所述的外壳的制造方法,其特征在于,包括:
6.根据权利要求5所述的外壳的制造方法,其特征在于,所述对所述目标带材进行多道次辊压,使得所述目标带材沿所述设定宽度围合得到第一成形管体,包括:
7.根据权利要求6所述的外壳的制造方法,其特征在于,所述对焊接后的第一成形管体进行多道次整形辊压,包括:
8.根据权利要求5所述的外壳的制造方法,其特征在于,所述焊接所述第一成形管体侧壁上由围合形成的连续缝隙,包括:
9.根据权利要求5所述的外壳的制造方法,其特征在于,所述目标带材通过热轧工艺将所述外覆层和所述内覆层涂覆在所述基层上制得。
10.一种电池单体,其特征在于,包括如权利要求1至4任意一项所述的所述的外壳。
11.一种电池,其特征在于,包括:
12.一种用电设备,其特征在于,包括如权利要求11所述的电池。
技术总结
本申请涉及一种外壳及其制造方法、电池单体、电池和用电设备。外壳应用于刀片电池的电池单体,所述外壳包括由基材围合成形的框体,所述基材包括基层和覆设在所述基层两侧的外覆层和内覆层,所述内覆层位于所述框体内侧,所述外覆层位于所述框体外侧,且所述外覆层为焊接性提升层,所述内覆层为防腐强化层;以及,所述框体上设有连续焊缝,所述连续焊缝对应的连续缝隙由所述基材围合形成,并在所述外壳的侧壁上沿所述外壳的轴向分布;所述框体的横截面为矩形截面,且所述矩形截面的长短轴之比在第一预设比值以上。本申请提供的方案,可以增强刀片电池无模组结构的整体强度,提高刀片电池的安全性能和寿命,进而可以提高新能源汽车的安全可靠性。
技术研发人员:刘佳朋,曹俊义
受保护的技术使用者:广州小鹏汽车科技有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!