转接片极柱复合结构及电池的制作方法
本申请涉及电池极柱结构,特别是涉及一种转接片极柱复合结构及电池。
背景技术:
1、随着新能源行业的快速发展,电池的应用愈加广泛,其在各种电子设备、电动车辆以及能源存储系统等领域的应用越来越广泛。方形储能电池或者方形动力电池作为其中的一种重要类型,以其结构紧凑、能量密度高等优点而备受青睐。
2、现有的电池结构中,极柱结构主要呈现三种方式,一种是传统的注塑结构,通过注塑的方式将极柱安装于电池的壳体或者盖板上,一种是通过焊接或者铆接的方式将极柱安装,还有一种方式是将极柱通过焊接环进行辅助焊接的极简盖板方式。上述结构,通过焊接或者铆接将极柱进行焊接的方式中,具有组装简单、自动化强、结构强度可靠以及可靠性强等优点。
3、现有的焊接或者铆接的极柱结构,通常是直接将极柱预先复合于盖板上,然后将电芯的极耳与盖板上的极柱进行焊接,后续在进行极耳翻折以及电芯入壳和顶盖焊接等工艺。焊接或者铆接的极柱结构相对于极简盖板,存在极柱厚度较厚,而且会占用电池内部空间,提高空间浪费,进而造成能量密度损失。
技术实现思路
1、基于此,有必要提供一种能够减少空间占用、能够提高能量密度以及工艺相对较为简单的转接片极柱复合结构及电池。
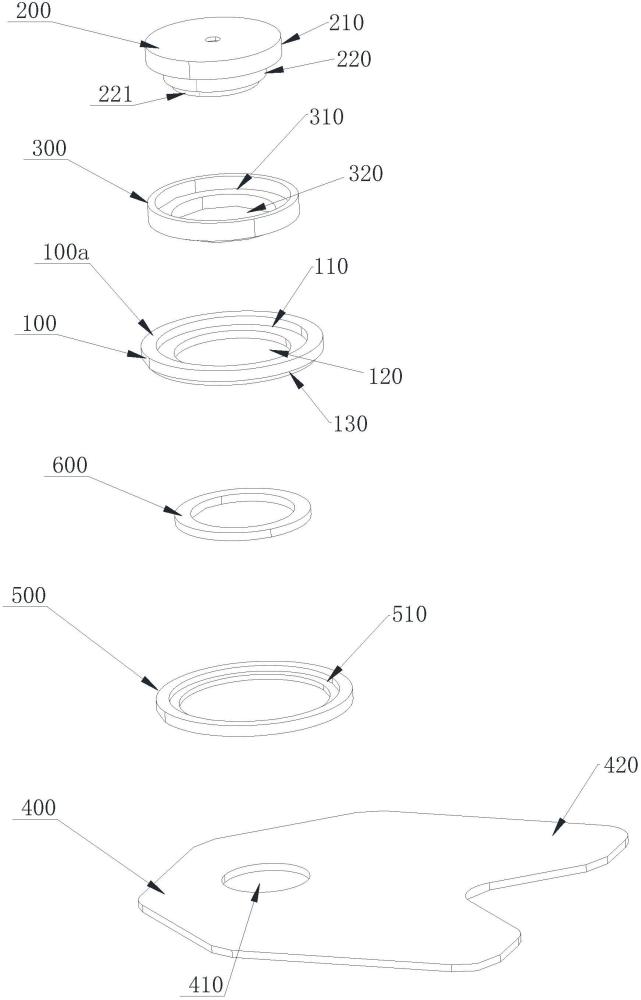
2、第一方面,本申请提供一种转接片极柱复合结构,包括固定环、极柱、绝缘件及转接片,所述极柱包括相连接的限位部及插入部,所述极柱的插入部插入所述固定环并焊接于所述转接片;所述绝缘件位于所述极柱与所述固定环之间,以使所述极柱与所述固定环相绝缘。
3、在其中一个实施例中,所述固定环于远离所述转接片的一侧具有延伸出所述绝缘件之外的环形的裸露平壁。通过裸露平壁方便将固定环焊接于电池的客体或者盖板上。
4、在其中一个实施例中,所述固定环远离所述转接片的一侧开设有第一容置槽,所述第一容置槽与所述固定环的环口相连通,所述绝缘件安装于所述第一容置槽内,所述绝缘件上开设有限位槽以及贯通所述绝缘件的通孔,所述限位槽与所述通孔相连通,所述限位部部分容置于所述限位槽内,所述插入部穿过所述通孔。
5、在其中一个实施例中,所述第一容置槽具有l形截面,所述绝缘件于靠近转接片的一侧伸出有绝缘凸起,所述绝缘凸起位于所述插入部与所述固定环的环口壁之间。
6、在其中一个实施例中,所述转接片极柱复合结构还包括下塑胶,所述下塑胶位于所述转接片与所述固定环之间;
7、和/或,所述转接片极柱复合结构还包括密封圈,所述密封圈套置于所述插入部外,并被抵紧在所述转接片与所述固定环之间。
8、在其中一个实施例中,所述下塑胶上开设有放置槽,所述固定环开设有配合所述放置槽的第二容置槽。
9、在其中一个实施例中,所述转接片开设有焊接孔,所述极柱的所述插入部插入并焊接于所述焊接孔。
10、在其中一个实施例中,所述插入部远离所述限位部的端部开设有环形的焊接槽,所述焊接槽贯通所述插入部的外侧壁,所述转接片通过所述焊接孔套置并焊接于所述插入部的焊接槽外。
11、和/或,所述转接片与所述插入部之间通过激光焊接形成有环形的连接焊印,连接焊印的焊印面积s满足如下关系式:
12、
13、其中,a是转接片的过流面积,单位为a/mm2;q是电池的容量,单位是ah;c是充电倍率,z为超激光焊有效面积常数,取值为85%-95%;
14、和/或,所述转接片与所述插入部之间通过激光焊接形成有环形的连接焊印,环形的连接焊印的耐压强度为1mpa以上;激光焊机形成连接焊印的焊接过程中焊接速度在10-20mm/s。
15、在其中一个实施例中,其特征在于,所述转接片的厚度为0.6毫米以上,优选的0.9毫米以上;和/或,所述转接片的维氏硬度在20以上,优选的25以上。
16、第二方面,本申请提供一种电池,包括壳体及如上任一实施例中所述的转接片极柱复合结构,所述壳体上开设有极柱安装孔,所述转接片极柱复合结构的所述固定环焊接于所述极柱安装孔的侧壁。
17、在其中一个实施例中,所述壳体包括相连接的盖及壳,所述盖上开设有所述极柱安装孔,或所述壳上开设有所述极柱安装孔。
18、上述转接片极柱复合结构,通过直接利用转接片来将极柱进行安装固定,相对于传统的焊接或者铆接的极柱结构,能够减少极柱与转接片焊接时对电池内部空间的占用,提高了空间利用率,进而提升了能量密度。而且上述转接片极柱复合结构,通过设置固定环,将极柱和转接片复合固定在固定环之后,再将固定环通过裸露的裸露平壁焊接于盖板或者电池壳体上,相对于传统的盖板复合极柱工艺,本申请的极柱复合过程更为简单,而且本申请还可以预先将转接片极柱复合结构的转接片与电芯的极耳焊接之后,再将固定环与盖板或者壳体焊接相固定,生产装配工序更为灵活。此外,本申请的转接片极柱复合结构,集转接片于一体,组合过程较为简单便捷。
技术特征:
1.一种转接片极柱复合结构,其特征在于,包括固定环、极柱、绝缘件及转接片,所述极柱包括相连接的限位部及插入部,所述极柱的插入部插入所述固定环并焊接于所述转接片;所述绝缘件位于所述极柱与所述固定环之间,以使所述极柱与所述固定环相绝缘。
2.根据权利要求1所述的转接片极柱复合结构,其特征在于,所述固定环远离所述转接片的一侧开设有第一容置槽,所述第一容置槽与所述固定环的环口相连通,所述绝缘件安装于所述第一容置槽内,所述绝缘件上开设有限位槽以及贯通所述绝缘件的通孔,所述限位槽与所述通孔相连通,所述限位部部分容置于所述限位槽内,所述插入部穿过所述通孔;
3.根据权利要求2所述的转接片极柱复合结构,其特征在于,所述第一容置槽具有l形截面,所述绝缘件于靠近转接片的一侧伸出有绝缘凸起,所述绝缘凸起位于所述插入部与所述固定环的环口壁之间。
4.根据权利要求1所述的转接片极柱复合结构,其特征在于,所述转接片极柱复合结构还包括下塑胶,所述下塑胶位于所述转接片与所述固定环之间;
5.根据权利要求4所述的转接片极柱复合结构,其特征在于,所述下塑胶上开设有放置槽,所述固定环开设有配合所述放置槽的第二容置槽。
6.根据权利要求1所述的转接片极柱复合结构,其特征在于,所述转接片开设有焊接孔,所述极柱的所述插入部插入并焊接于所述焊接孔。
7.根据权利要求6所述的转接片极柱复合结构,其特征在于,所述插入部远离所述限位部的端部开设有环形的焊接槽,所述焊接槽贯通所述插入部的外侧壁,所述转接片通过所述焊接孔套置并焊接于所述插入部的焊接槽外;
8.根据权利要求1至7任一项所述的转接片极柱复合结构,其特征在于,所述转接片的厚度为0.6毫米以上,和/或,所述转接片的维氏硬度在20以上。
9.一种电池,其特征在于,包括壳体及如权利要求1至8任一项所述的转接片极柱复合结构,所述壳体上开设有极柱安装孔,所述转接片极柱复合结构的所述固定环焊接于所述极柱安装孔的侧壁。
10.根据权利要求9所述的电池,其特征在于,所述壳体包括相连接的盖及壳,所述盖上开设有所述极柱安装孔,或所述壳上开设有所述极柱安装孔。
技术总结
本发明涉及一种转接片极柱复合结构及电池,转接片极柱复合结构包括固定环、极柱、绝缘件及转接片,所述极柱包括相连接的限位部及插入部,所述极柱的插入部插入所述固定环并焊接于所述转接片;所述绝缘件位于所述极柱与所述固定环之间,以使所述极柱与所述固定环相绝缘。如此,通过直接利用转接片来将极柱进行安装固定,相对于传统的焊接或者铆接的极柱结构,能够减少极柱与转接片焊接时对电池内部空间的占用,提高了空间利用率,进而提升了能量密度。
技术研发人员:范辉贤,李凤良,付晓林,阳明,李毅恒,夏勇亮,侯涛,朱坤庆
受保护的技术使用者:广州融捷能源科技有限公司
技术研发日:
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!