电感装配点胶机和电感装配点胶方法与流程
本发明涉及电感生产,特别涉及一种电感装配点胶机和电感装配点胶方法。
背景技术:
1、电感是一种常用的电子元件,用于储存和释放电能,并过滤和稳定电流。它在电子设备中起到重要的作用,帮助提高电路性能和稳定性。常见的电感通常由外壳、磁芯和线圈组成,在相关技术中,电感的组装一般是通过人工将线圈套在磁芯上,再装入外壳中进行点胶固定,工作效率低,且不良率高。
技术实现思路
1、本发明的主要目的是提出一种电感装配点胶机和电感装配点胶方法,旨在提高工作效率,降低不良率。
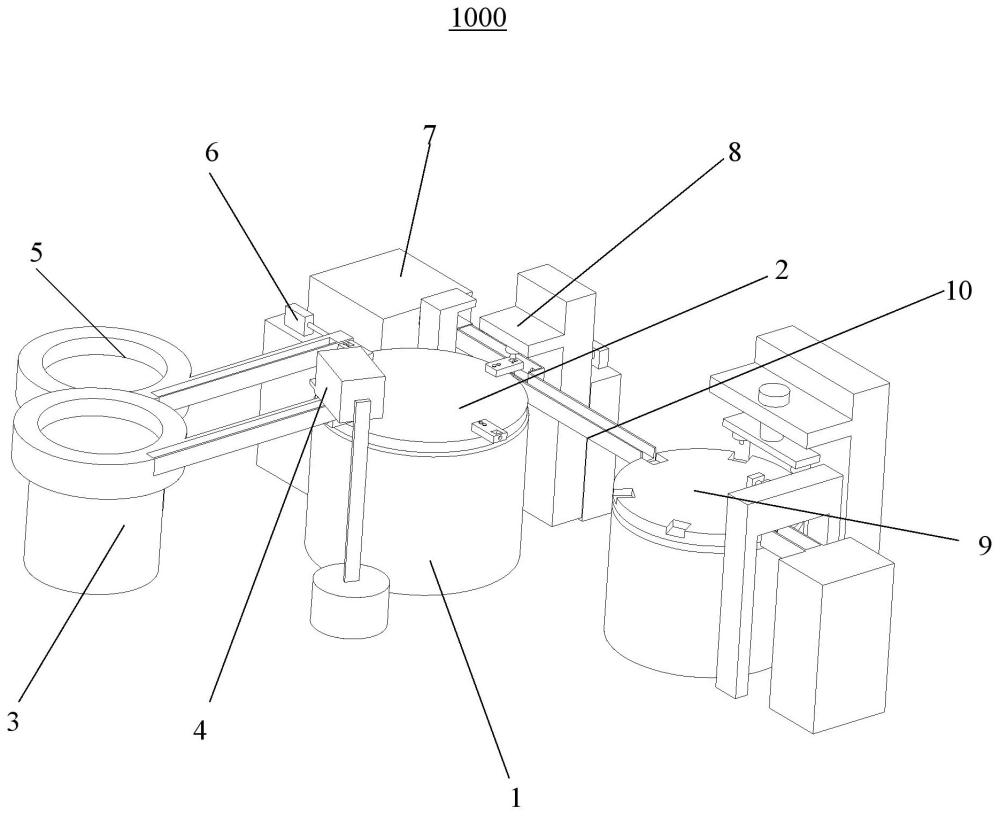
2、为实现上述目的,本发明提出的电感装配点胶机,包括:
3、装配座;
4、装配转盘,所述装配转盘转动设于所述装配座,所述装配座沿所述装配转盘的转动方向依次形成有线圈装配位、磁芯装配位以及外壳装配位;
5、线圈上料机构,所述线圈上料机构的出料口位于所述线圈装配位;
6、线圈装配机构,所述线圈装配机构设于所述线圈装配位,所述线圈装配机构用于将线圈装配至所述装配转盘;
7、磁芯上料机构,所述磁芯上料机构的出料口位于所述磁芯装配位;
8、磁芯装配机构,所述磁芯装配机构设于所述磁芯装配位,所述磁芯装配机构用于装配磁芯和线圈;
9、外壳上料机构,所述外壳上料机构的出料口位于所述外壳装配位;
10、外壳装配机构,所述外壳装配机构设于所述外壳装配位,所述外壳装配机构用于将装配了线圈的磁芯装配至外壳内形成待点胶电感;
11、点胶机构,所述点胶机构用于对待点胶电感点胶;以及
12、传送机构,所述传送机构用于将所述待点胶电感输送至所述点胶机构。
13、在一实施方式中,所述装配转盘包括转盘本体和定位块,所述转盘本体转动设于所述装配座,所述定位块设于所述转盘本体的周缘,所述定位块形成有沿上下向贯穿所述定位块的限位孔,所述定位块远离所述转盘本体的端面形成有连通所述限位孔的通孔,所述限位孔用于卡接限位线圈,所述通孔用于供磁芯穿过;
14、其中,随着所述转盘本体的转动,所述定位块依次经过所述线圈装配位、所述磁芯装配位以及所述外壳装配位。
15、在一实施方式中,所述线圈装配机构包括第一驱动装置和第一推杆,所述第一驱动装置用于驱动所述第一推杆上下活动,以将线圈卡接限位于所述限位孔;和/或
16、所述磁芯装配机构包括第二驱动装置和第二推杆,所述第二驱动装置用于驱动所述第二推杆来回活动,以使得磁芯穿过所述通孔与线圈装配;和/或
17、所述外壳装配机构包括第三驱动装置和第三推杆,所述第三驱动装置用于驱动所述第三推杆上下活动,以使得装配了线圈的磁芯从限位孔中脱离并装配至外壳内形成待点胶电感。
18、在一实施方式中,所述装配转盘包括多个所述定位块,多个所述定位块呈环形阵列设置。
19、在一实施方式中,所述电感装配点胶机还包括设于所述外壳装配位的第四驱动装置和第四推杆,所述第四驱动装置用于驱动所述第四推杆来回活动,以将外壳推送至所述传送机构。
20、在一实施方式中,所述点胶机构包括工作台、点胶转盘、第一点胶臂以及第二点胶臂;
21、所述点胶转盘转动设于所述工作台,所述工作台沿所述点胶转盘的转动方向依次形成有上料位、第一点胶位、第二点胶位以及下料位,所述点胶转盘的外周面形成有限位槽,所述传送机构用于将待点胶电感输送至所述限位槽内;
22、所述第一点胶臂升降设于所述第一点胶位,所述第一点胶臂用于对磁芯和线圈的连接处点胶;
23、所述第二点胶臂升降设于所述第二点胶位,所述第二点胶臂用于对外壳和线圈的连接处点胶;
24、其中,随着所述点胶转盘的转动,所述限位槽依次经过所述上料位、所述第一点胶位、所述第二点胶位以及所述下料位。
25、在一实施方式中,所述点胶机构还包括设于所述下料位的第五驱动装置和第五推杆,所述第五驱动装置用于驱动所述第五推杆来回活动,以使得电感脱离所述限位槽。
26、在一实施方式中,所述点胶转盘形成多个所述限位槽,多个所述限位槽呈环形阵列分布。
27、在一实施方式中,所述电感装配点胶机还包括预点胶臂,所述预点胶臂升降设于所述外壳上料机构,所述预点胶臂用于对外壳的内底壁点胶。
28、为实现上述目的,本发明还提供一种电感装配点胶方法,所述电感装配点胶方法应用于如上文所述的电感装配点胶机,所述电感装配点胶方法包括:
29、控制所述装配转盘转动至所述线圈装配位;
30、控制所述线圈上料机构将线圈输送至所述线圈装配位;
31、控制所述线圈装配机构将线圈装配至所述装配转盘;
32、控制所述装配转盘转动至所述磁芯装配位;
33、控制所述磁芯上料机构将磁芯输送至所述磁芯装配位;
34、控制所述磁芯装配机构装配磁芯和线圈;
35、控制所述装配转盘转动至所述外壳装配位;
36、控制所述外壳上料机构将外壳输送至所述外壳装配位;
37、控制所述外壳装配机构将装配了线圈的磁芯装配至外壳内形成待点胶电感;
38、控制所述传送机构将待点胶电感输送至所述点胶机构;
39、控制所述点胶机构对待点胶电感点胶。
40、在本发明的技术方案中,通过线圈上料机构、磁芯上料机构以及外壳上料机构进行线圈、磁芯以及外壳的自动上料,装配转盘依次经过线圈装配位、磁芯装配位以及外壳装配位,在线圈装配机构、磁芯装配机构以及外壳装配机构的作用下完成待点胶电感的自动装配,最后通过传送机构将待点胶电感输送至点胶机构进行点胶,工作效率高,且降低了不良率。
技术特征:
1.一种电感装配点胶机,其特征在于,包括:
2.如权利要求1所述的电感装配点胶机,其特征在于,所述装配转盘包括转盘本体和定位块,所述转盘本体转动设于所述装配座,所述定位块设于所述转盘本体的周缘,所述定位块形成有沿上下向贯穿所述定位块的限位孔,所述定位块远离所述转盘本体的端面形成有连通所述限位孔的通孔,所述限位孔用于卡接限位线圈,所述通孔用于供磁芯穿过;
3.如权利要求2所述的电感装配点胶机,其特征在于,所述线圈装配机构包括第一驱动装置和第一推杆,所述第一驱动装置用于驱动所述第一推杆上下活动,以将线圈卡接限位于所述限位孔;和/或
4.如权利要求2所述的电感装配点胶机,其特征在于,所述装配转盘包括多个所述定位块,多个所述定位块呈环形阵列设置。
5.如权利要求1至4中任一项所述的电感装配点胶机,其特征在于,所述电感装配点胶机还包括设于所述外壳装配位的第四驱动装置和第四推杆,所述第四驱动装置用于驱动所述第四推杆来回活动,以将外壳推送至所述传送机构。
6.如权利要求1至4中任一项所述的电感装配点胶机,其特征在于,所述点胶机构包括工作台、点胶转盘、第一点胶臂以及第二点胶臂;
7.如权利要求6所述的电感装配点胶机,其特征在于,所述点胶机构还包括设于所述下料位的第五驱动装置和第五推杆,所述第五驱动装置用于驱动所述第五推杆来回活动,以使得电感脱离所述限位槽。
8.如权利要求6所述的电感装配点胶机,其特征在于,所述点胶转盘形成多个所述限位槽,多个所述限位槽呈环形阵列分布。
9.如权利要求1至4中任一项所述的电感装配点胶机,其特征在于,所述电感装配点胶机还包括预点胶臂,所述预点胶臂升降设于所述外壳上料机构,所述预点胶臂用于对外壳的内底壁点胶。
10.一种电感装配点胶方法,应用于如权利要求1至9中任一项所述的电感装配点胶机,其特征在于,所述电感装配点胶方法包括:
技术总结
本发明公开了一种电感装配点胶机和电感装配点胶方法,涉及电感生产技术领域,其中,电感装配点胶机包括装配座、装配转盘、线圈上料机构、线圈装配机构、磁芯上料机构、磁芯装配机构、外壳上料机构、外壳装配机构、点胶机构以及传送机构;装配转盘转动设于装配座;线圈装配机构用于将线圈装配至装配转盘;磁芯装配机构用于装配磁芯和线圈;外壳装配机构用于将装配了线圈的磁芯装配至外壳内形成待点胶电感;点胶机构用于对待点胶电感点胶;传送机构用于将待点胶电感输送至点胶机构。本发明提供的技术方案可以提高工作效率,降低不良率。
技术研发人员:徐麟,张兵,石和平,周兰凤,杨庆华,范琳淦
受保护的技术使用者:深圳市固电电子有限公司
技术研发日:
技术公布日:2024/9/9
- 还没有人留言评论。精彩留言会获得点赞!