用于低压连接器的激光焊锡工艺、低压连接器及激光设备的制作方法
本发明涉及激光焊接,特别涉及一种用于低压连接器的激光焊锡工艺、低压连接器及激光设备。
背景技术:
1、低压连接器是一种用于连接电线、电缆、印刷电路板和电子元件的耦合装置,主要功能是形成电路以传输数据、电力和信号,其通常用于bms(battery management system,电池管理系统)、空调系统、车灯等,其工作电压一般为14v。
2、在相关技术中,为了保证低压连接器的焊盘和焊柱之间没有空隙,目前常规工艺是使用烙铁长时间加热锡丝和助焊膏形式来融接,如此,锡成型后在焊盘和焊柱之间分布不均布,容易引发电气连接不稳定、机械强度下降等问题。
技术实现思路
1、本发明的主要目的是提供一种激光焊锡工艺,旨在提高焊条热熔成型后,在焊盘和焊柱之间能够分布均匀。
2、为实现上述目的,本发明提出的激光焊锡工艺包括:
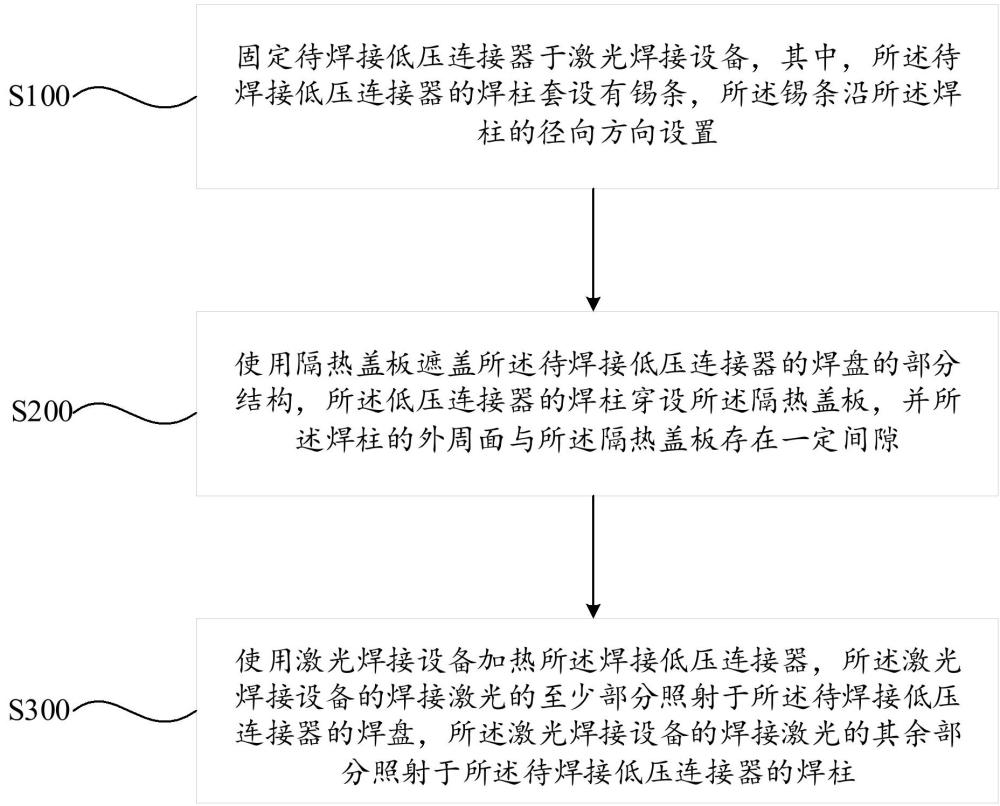
3、固定待焊接低压连接器于激光焊接设备,其中,所述待焊接低压连接器的焊柱套设有锡条,所述锡条沿所述焊柱的径向方向设置;
4、使用激光焊接设备加热所述焊接低压连接器,所述激光焊接设备的焊接激光的至少部分照射于所述待焊接低压连接器的焊盘,所述激光焊接设备的焊接激光的其余部分照射于所述待焊接低压连接器的焊柱。
5、在本发明的一实施例中,定义所述激光焊接设备照射于焊盘的激光能量为j1,所述激光焊接设备照射于焊柱的激光能量为j2,所述j1与所述j2的比为7:3。
6、在本发明的一实施例中,所述焊接激光的激光形状为环形激光。
7、在本发明的一实施例中,所述锡条的两端相互连接,以使所述锡条为环状锡条。
8、在本发明的一实施例中,所述激光焊接设备的焊接时长为15秒。
9、在本发明的一实施例中,所述固定待焊接低压连接器于激光焊接设备,其中,所述待焊接低压连接器的焊柱套设有锡环的步骤之后,还包括:
10、使用隔热盖板遮盖所述待焊接所述低压连接器的焊盘的部分结构,所述低压连接器的焊柱穿设所述隔热盖板,并所述焊柱的外周面与所述隔热盖板存在一定间隙。
11、本发明的提出一种低压连接器,所述的激光焊锡工艺所得。
12、本发明的提出一种激光设备,用于实现所述的激光焊锡工艺,所述激光设备包括基架、线性移动模组以及激光头,所述线性移动模组固定设于所述基架,所述激光头滑动连接所述线性移动模组。
13、在本发明的一实施例中,所述线性移动模组包括横向线性模组和纵向线性模组,所述横向线性模组固定设于所述基架,所述纵向线性模组滑动连接所述横向线性模组,所述激光头可移动地设于所述纵向线性模组。
14、在本发明的一实施例中,所述基架设有定位治具,所述定位治具活动设于所述基架面向所述激光头的一侧,并能够靠近或远离所述横向线性模组移动。
15、在本技术方案中,通过激光焊接设备同时对低压连接器的焊盘和焊柱加热,从而熔化套设在焊柱上的锡环,在此过程中,锡环能均匀吸收焊柱的热量热熔流到焊盘和焊柱之间的间隙中,如此,锡成型后能够均匀在焊盘和焊柱之间,并且,利用激光的焊后持续热量,焊盘和焊柱能够烤干成型后的焊环中的松香酸,去除多余松香。
技术特征:
1.一种用于低压连接器的激光焊锡工艺,其特征在于,所述激光焊锡工艺包括:
2.如权利要求1所述的激光焊锡工艺,其特征在于,定义所述激光焊接设备照射于焊盘的激光能量为j1,所述激光焊接设备照射于焊柱的激光能量为j2,所述j1与所述j2的比为7:3。
3.如权利要求2所述的激光焊锡工艺,其特征在于,所述焊接激光的激光形状为环形激光。
4.如权利要求3所述的激光焊锡工艺,其特征在于,所述锡条的两端相互连接,以使所述锡条为环状锡条。
5.如权利要求3所述的激光焊锡工艺,其特征在于,所述激光焊接设备的焊接时长为15秒。
6.如权利要求1至5中任一项所述的激光焊锡工艺,其特征在于,所述固定待焊接低压连接器于激光焊接设备,其中,所述待焊接低压连接器的焊柱套设有锡环的步骤之后,还包括:
7.一种低压连接器,其特征在于,为权利要求1-6任一项所述的激光焊锡工艺所得。
8.一种激光设备,用于实现如权利要求1所述的激光焊锡工艺,其特征在于,所述激光设备包括基架、线性移动模组以及激光头,所述线性移动模组固定设于所述基架,所述激光头滑动连接所述线性移动模组。
9.如权利要求8所述的激光设备,其特征在于,所述线性移动模组包括横向线性模组和纵向线性模组,所述横向线性模组固定设于所述基架,所述纵向线性模组滑动连接所述横向线性模组,所述激光头可移动地设于所述纵向线性模组。
10.如权利要求9所述的激光设备,其特征在于,所述基架设有定位治具,所述定位治具活动设于所述基架面向所述激光头的一侧,并能够靠近或远离所述横向线性模组移动。
技术总结
本发明涉及激光焊接技术领域,特别涉及一种用于低压连接器的激光焊锡工艺、低压连接器及激光设备,激光焊锡工艺包括固定待焊接低压连接器于激光焊接设备,其中,所述待焊接低压连接器的焊柱套设有锡条,所述锡条沿所述焊柱的径向方向设置;使用激光焊接设备加热所述焊接低压连接器,所述激光焊接设备的焊接激光的至少部分照射于所述待焊接低压连接器的焊盘,所述激光焊接设备的焊接激光的其余部分照射于所述待焊接低压连接器的焊柱。本发明的主要目的是提供一种激光焊锡工艺,旨在提高焊条热熔成型后,在焊盘和焊柱之间能够分布均匀。
技术研发人员:刘坤,邓利明
受保护的技术使用者:深圳市艾雷激光科技有限公司
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!