一种用于母排的绝缘浸粉工艺的制作方法
本发明属于母排绝缘,特别涉及一种用于母排的绝缘浸粉工艺。
背景技术:
1、粉末为绝缘树脂浸塑工艺是一种常用于金属表面涂层的技术,通过将粉末状涂料浸入熔融的基材表面,形成均匀且耐用的涂层。这种工艺可以为金属制品提供防腐、抗氧化、耐磨、美观等功能,因此在汽车、家具、电子、建筑等行业得到广泛应用。
2、导电母排作为一种普通且常用的导电器件,广泛应用于电子加工产业、汽车工业、能源存储领域等等,起到传递信号和连接电路的功能,导电母排本身相较于一般的端子式导电器件,其主要由体积更大的金属板件加工而成,两头作为电路连接端,中间部位为了使用安全需要进行绝缘处理。现有的母排绝缘处理工艺不能形成流水线式生产,浸粉过后的产品表面绝缘厚度一致性差导致耐压值不稳定,浸塑后连接头与绝缘部分接口不平整、保护套易粘接不易去除,绝缘粉末与基材的粘接性不好,容易脱落。
3、所以,有必要研发一种用于母排的绝缘浸粉工艺以解决上述技术问题。
技术实现思路
1、发明目的:本发明的目的是提供一种用于母排的绝缘浸粉工艺,解决上述的技术问题。
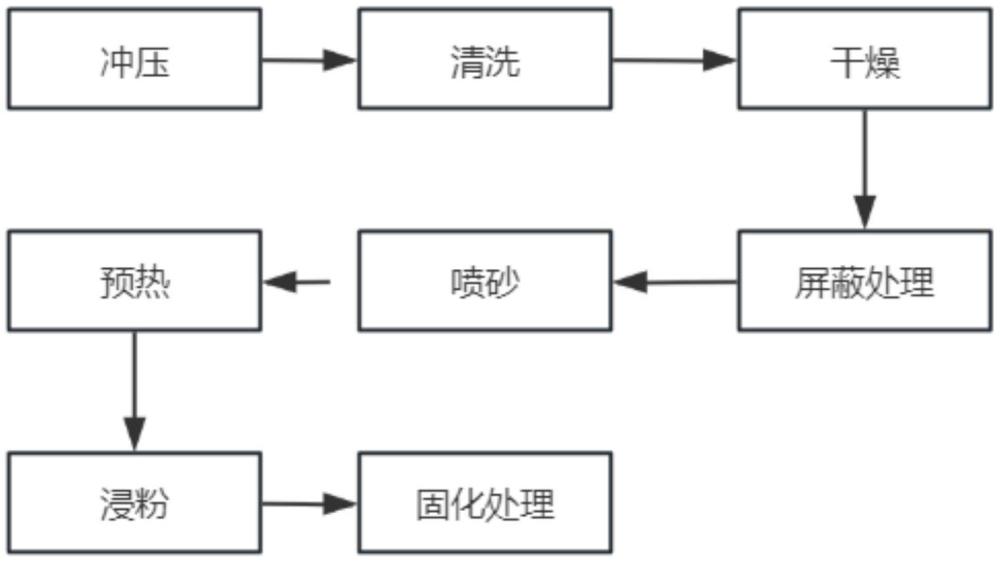
2、技术方案:为了实现上述目的,本发明提供了一种用于母排的绝缘浸粉工艺,包括如下步骤:
3、s1,冲压:将金属毛坯冲压成型;
4、s2,清洗:将冲压成型的母排进行清洗,先进行碱洗再使用清水冲洗,然后使用酸性溶液清洗,最后将其放入清水中进行超声波清洗;
5、s3,干燥:母排经过清洗后,使用气枪对准产品吹干水渍,放入烤箱烘干;
6、s4,屏蔽处理:将母排两端的连接头使用保护袋套上,使用胶带封口保护套;
7、s5,喷砂:将母排悬挂上输送线送入喷砂设备中进行喷砂处理;
8、s6,预热:对经过喷砂处理的母排进行预热,母排放入加热模具中,加热模具的温度为195-225℃;
9、s7,浸粉:利用机械手夹出预热完成的母排,将其浸入环氧树脂粉末中,浸入时间为1.8s/pcs,浸粉完成后撕去封口胶带和保护套;
10、s8,固化处理:把经过浸粉后的母排悬挂至输送线上的挂钩上送入大烤箱中进行固化处理。
11、进一步的,所述步骤s1中清洗的具体方法为:将母排放入专用的清洗框中,再将清洗框放入碱洗池中,碱洗首遍清洗完成后再次放入更换碱溶液的碱洗池中二次碱洗,碱洗完成后放入清水池中清洗,然后再放入酸洗池中酸洗,最后将其放入清水中进行超声波清洗。先将母排放入碱洗池中清洗以去除其表面的油污、污垢等,为确保清洗效果进行二次碱洗,碱洗完成后使用清水清洗去掉表面的杂质和洗去表面残留的碱性溶液;再放入酸洗池中清洗,酸洗的作用是出去母排表面的氧化物和中和残留的碱性溶液,以确保绝缘粉末能够牢固附着在母排的表面,最后利用超声波清洗确保母排表面无任何杂质。
12、进一步的,所述碱洗池中溶液ph值在9-11,所述酸洗池中溶液ph值在2-4,所述碱洗池溶液温度为65-75℃,每次清洗时间为5-10min。
13、进一步的,所述步骤s3中的烤箱烘烤温度为105-125℃,烘烤时间为20-30min。烘干过程中既要将母排表面的水分烘干,又要严格控制烘烤温度避免温度过高母排表面产生氧化层。
14、进一步的,所述步骤s4中的保护套为铝箔套,所述胶带为玻纤胶带。在浸粉之后立即去除保护套,去除保护套时只需要撕开胶带取下保护套即可,胶带不会因与绝缘粉末粘接而不易撕去,高效快捷且去掉保护套后绝缘部分与连接头部分接口平整。
15、进一步的,所述步骤s5中喷砂的具体方法为:将母排依次放在传送带上送入喷砂机中,过完一遍喷砂后将母排翻面进行第二遍喷砂,将喷砂完成后的母排用气枪除尘。将母排进行喷砂处理,使其绝缘部分的表面变得粗糙,提高与绝缘粉末的附着力使之粘接更加牢靠。
16、进一步的,所述传送带的传送频率为25-35mm/s,喷砂枪的摇摆频率为40-50hz,喷砂枪的流量为0.5-1m3/min,喷砂颗粒为80目的棕刚玉砂。
17、进一步的,所述母排经过浸粉后粉末厚度在0.34-0.37mm内。
18、进一步的,浸粉完成后还包括检查母排粉末表面是否有杂质,并及时筛粉。
19、更进一步的,所述步骤s8中大烤箱的温度为170-190℃,所述大烤箱的速度为22hz,单件产品加热固化时间至少为20min。将浸粉后的母排进行固化处理,固化后母排表面的绝缘粉末平整度及硬度固化,且能够进一步提高附着力。
20、上述技术方案可以看出,本发明具有如下有益效果:
21、1. 本发明提供一种用于母排的绝缘浸粉工艺,能够适用于快速流水自动生产线,通过该工艺制成的母排绝缘厚度一致性好,耐压值高绝缘性能好,实现产品的高压导电密集空间的应用,通过调整预热温度和浸粉时间可实现耐压值可控。
22、2.本发明优化了浸粉工艺,在屏蔽工序时采用铝箔套套在母排无需绝缘的部分,相较于传统的缠绕胶带的方法更方便快捷,去屏蔽化是紧接浸粉之后,此时去除胶带和铝箔套相对容易,去除时不会影响绝缘粉末面、绝缘部分与连接头部分接口平整,避免在固化后去屏蔽化时胶带易于绝缘粉末面粘接,导致不易去除或者损坏绝缘粉末面影响产品质量。
23、3.通过本发明提供的浸粉工艺制成的母排,其基材与绝缘粉末的附着性更好、一致性高,在绝缘性能和使用寿命方面都有显著提升。
技术特征:
1.一种用于母排的绝缘浸粉工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述步骤s1中清洗的具体方法为:将母排放入专用的清洗框中,再将清洗框放入碱洗池中,碱洗首遍清洗完成后再次放入更换碱溶液的碱洗池中二次碱洗,碱洗完成后放入清水池中清洗,然后再放入酸洗池中酸洗,最后将其放入清水中进行超声波清洗。
3.根据权利要求2所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述碱洗池中溶液ph值在9-11,所述酸洗池中溶液ph值在2-4,所述碱洗池溶液温度为65-75℃,每次清洗时间为5-10min。
4.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述步骤s3中的烤箱烘烤温度为105-125℃,烘烤时间为20-30min。
5.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述步骤s4中的保护套为铝箔套,所述胶带为玻纤胶带。
6.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述步骤s5中喷砂的具体方法为:将母排依次放在传送带上送入喷砂机中,过完一遍喷砂后将母排翻面进行第二遍喷砂,将喷砂完成后的母排用气枪除尘。
7.根据权利要求6所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述传送带的传送频率为25-35mm/s,喷砂枪的摇摆频率为40-50hz,喷砂枪的流量为0.5-1m3/min,喷砂颗粒为80目的棕刚玉砂。
8.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述母排经过浸粉后粉末厚度在0.34-0.37mm内。
9.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,浸粉完成后还包括检查母排粉末表面是否有杂质,并及时筛粉。
10.根据权利要求1所述的一种用于母排的绝缘浸粉工艺,其特征在于,所述步骤s8中大烤箱的温度为170-190℃,所述大烤箱的速度为22hz,单件产品加热固化时间至少为20min。
技术总结
本发明涉及母排绝缘技术领域,具体是一种用于母排的绝缘浸粉工艺,包括如下步骤:冲压、清洗、干燥、屏蔽处理、喷砂、预热、浸粉、固化处理。本发明提供一种用于母排的绝缘浸粉工艺,能够适用于快速流水自动生产线,通过该工艺制成的母排绝缘厚度一致性好,耐压值高绝缘性能好,实现产品的高压导电密集空间的应用,通过调整预热温度和浸粉时间可实现耐压值可控;通过优化工艺屏蔽处理和去屏蔽处理更加高效方便,且提升产品质量。
技术研发人员:邓铁桥
受保护的技术使用者:苏州科伦特电源科技有限公司
技术研发日:
技术公布日:2025/3/20
- 还没有人留言评论。精彩留言会获得点赞!