一种改进型锂电池正极端结构的制作方法
本技术涉及一种锂电池正极端结构,具体是一种改进型锂电池正极端结构。
背景技术:
1、众所周知,锂电池的正极端和负极端是分别设计在锂电池两端的,故正极端可进行正极焊接并引出正极电流,负极端可进行负极焊接并引出负极电流;这样,锂电池的同一端就无法同时焊接正、负极,也就是无法在锂电池同一端引出正极电流和负极电流,这给某些特殊场合的锂电池制造和使用带来极大不便;同时,锂电池正极端的外壳端部虽然具有可引出负极电流的卷边,但是该卷边宽度在锂电池制造过程中是有限制的;这样,仅依靠正极端处宽度有限的卷边将难以进行负极焊接。
技术实现思路
1、本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种能在锂电池的正极端同时进行正极焊接和负极焊接,进而同时引出正极电流和负极电流的改进型锂电池正极端结构。
2、本实用新型的技术问题通过以下技术方案实现:
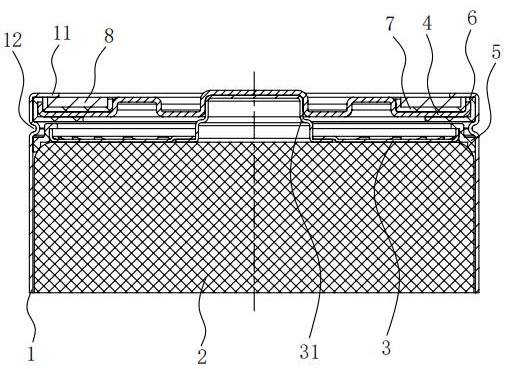
3、一种改进型锂电池正极端结构,包括外壳、外壳内的电芯,以及安装在外壳端部并将所述电芯封闭在内的正极集流圈,该正极集流圈外设有正极集流盖,正极集流圈与外壳之间设有内绝缘圈,正极集流圈与正极集流盖之间设有密封圈,该密封圈的外圆周向上延伸并包覆在正极集流盖的外圆周后,由所述外壳端部的卷边压紧固定,所述的正极集流盖的外表面设有外绝缘圈和安装在该外绝缘圈上的导电压圈,所述的外壳端部的卷边压紧固定该密封圈的外圆周后与所述导电压圈形成接触导电。
4、所述的外绝缘圈的外表面设有嵌槽,所述的导电压圈嵌装固定在该嵌槽内。
5、所述的正极集流盖的外表面设有以正极集流盖的轴心为圆心的凸环,正极集流盖的外圆周设有垂直弯折的折边,该凸环与折边之间形成安装槽,所述的外绝缘圈嵌装固定在该安装槽内。
6、所述的密封圈的外圆周向上延伸,并经翻边包覆在正极集流盖外圆周的折边后,由所述外壳端部的卷边压紧固定。
7、所述的密封圈外圆周的翻边末端接触在外绝缘圈的嵌槽的外槽壁上。
8、所述的正极集流圈中部设有集流柱,正极集流盖中部设有盖合在集流柱外的外盖。
9、所述的外壳的外圆周面上设有滚槽,并经该滚槽而在外壳的内圆周面上形成凸圈,该凸圈间隔在内绝缘圈和密封圈之间。
10、与现有技术相比,本实用新型主要是在正极集流盖的外表面增设有外绝缘圈和安装在该外绝缘圈上的导电压圈,再将位于锂电池正极端的外壳端部的卷边压紧固定外壳内的密封圈的外圆周后,同时与导电压圈也形成了接触导电;这样,通过导电压圈就能增大位于正极端处外壳端部的卷边宽度,并利用宽度更大的导电压圈即可实现负极焊接,从而使得锂电池的正极端能够同时进行正极焊接和负极焊接,也就是同时引出正极电流和负极电流;显然,能够在锂电池同一端引出正极电流和负极电流,也给某些特殊场合的锂电池制造和使用带来极大的方便。
技术特征:
1.一种改进型锂电池正极端结构,包括外壳(1)、外壳内的电芯(2),以及安装在外壳端部并将所述电芯(2)封闭在内的正极集流圈(3),该正极集流圈外设有正极集流盖(4),正极集流圈(3)与外壳(1)之间设有内绝缘圈(5),正极集流圈(3)与正极集流盖(4)之间设有密封圈(6),该密封圈的外圆周向上延伸并包覆在正极集流盖(4)的外圆周后,由所述外壳(1)端部的卷边(11)压紧固定,其特征在于所述的正极集流盖(4)的外表面设有外绝缘圈(7)和安装在该外绝缘圈上的导电压圈(8),所述的外壳(1)端部的卷边(11)压紧固定该密封圈(6)的外圆周后与所述导电压圈(8)形成接触导电。
2.根据权利要求1所述的一种改进型锂电池正极端结构,其特征在于所述的外绝缘圈(7)的外表面设有嵌槽(71),所述的导电压圈(8)嵌装固定在该嵌槽(71)内。
3.根据权利要求2所述的一种改进型锂电池正极端结构,其特征在于所述的正极集流盖(4)的外表面设有以正极集流盖的轴心为圆心的凸环(42),正极集流盖的外圆周设有垂直弯折的折边(44),该凸环(42)与折边(44)之间形成安装槽(43),所述的外绝缘圈(7)嵌装固定在该安装槽(43)内。
4.根据权利要求3所述的一种改进型锂电池正极端结构,其特征在于所述的密封圈(6)的外圆周向上延伸,并经翻边(61)包覆在正极集流盖(4)外圆周的折边(44)后,由所述外壳(1)端部的卷边(11)压紧固定。
5.根据权利要求4所述的一种改进型锂电池正极端结构,其特征在于所述的密封圈(6)外圆周的翻边(61)末端接触在外绝缘圈(7)的嵌槽(71)的外槽壁(72)上。
6.根据权利要求1所述的一种改进型锂电池正极端结构,其特征在于所述的正极集流圈(3)中部设有集流柱(31),正极集流盖(4)中部设有盖合在集流柱(31)外的外盖(41)。
7.根据权利要求1所述的一种改进型锂电池正极端结构,其特征在于所述的外壳(1)的外圆周面上设有滚槽(12),并经该滚槽而在外壳的内圆周面上形成凸圈,该凸圈间隔在内绝缘圈(5)和密封圈(6)之间。
技术总结
本技术公开了一种改进型锂电池正极端结构,包括外壳、电芯、正极集流圈、正极集流盖、内绝缘圈和密封圈等,主要是在正极集流盖的外表面增设有外绝缘圈和安装在该外绝缘圈上的导电压圈,再将位于锂电池正极端的外壳端部的卷边压紧固定外壳内的密封圈的外圆周后,同时与导电压圈也形成了接触导电;这样,通过导电压圈就能增大位于正极端处外壳端部的卷边宽度,并利用宽度更大的导电压圈即可实现负极焊接,从而使得锂电池的正极端能够同时进行正极焊接和负极焊接,也就是同时引出正极电流和负极电流;显然,能够在锂电池同一端引出正极电流和负极电流,也给某些特殊场合的锂电池制造和使用带来极大的方便。
技术研发人员:朱效铭
受保护的技术使用者:宁波博大梧桐电池有限公司
技术研发日:20240110
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!