一种裁线剥线浸锡焊线的全自动设备的制作方法
本技术涉及无刷电机全自动加工,尤其涉及一种裁线剥线浸锡焊线的全自动设备。
背景技术:
1、现在实际生产领域中,无刷电机的焊接导线有线头浸助焊剂和浸锡、裁线、剥线、线尾浸助焊剂和浸锡、焊接等工序,在现有技术中,这些工序基本都是采用人工操作或者采用一些半自动设备操作,由于焊接导线工序比较多,当采用人工操作时,其操作比较麻烦,而且生产效率低,劳动强度大,人工成本高;而现有的半自动设备也只能完成其中部分工序,如裁线剥线、裁线剥线焊线、焊线等,但是还没有能整个完成全部工序的全自动化的机器。
2、但是在现有的裁线剥线浸锡焊线设备使用过程中,当线体在被裁线和剥线过程后,所剥取的线体放置在盘架中,较为散乱,需要人工重新进行捡取规整,整体较为不便,费时费力,增加了工作人员的工作量,因此,需要提出一种新型的裁线剥线浸锡焊线的全自动设备。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在现有的裁线剥线浸锡焊线设备使用过程中,当线体在被裁线和剥线过程后,所剥取的线体放置在盘架中,较为散乱,需要人工重新进行捡取规整,整体较为不便,费时费力,增加了工作人员的工作量的问题,而提出的一种裁线剥线浸锡焊线的全自动设备。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种裁线剥线浸锡焊线的全自动设备,包括底座,所述底座的顶部焊接有支撑柱,所述支撑柱的右端位置顶部架设安装有线体规整组件;
3、所述线体规整组件包括有电动导轨架,所述电动导轨架设置为相对立两组,两组所述电动导轨架的内侧表面均通过导轨槽滑动连接有滑块,所述滑块的左端位置安装紧固有电机,所述电机的内部输出轴端轴动连接有连接座,所述连接座的内部紧固安装有第一小型气缸,所述第一小型气缸的侧端设置有伸缩气杆,所述伸缩气杆的侧端紧固安装连接有安装架体,所述安装架体的内部底端左右两侧均开设有嵌合槽,所述嵌合槽的内部通过嵌合对接柱嵌合滑动连接有线体规整盘,所述安装架体的右侧端紧固连接有推杆,所述推杆的外部对接有对接管,所述对接管和右端位置的滑块表面相紧固连接,所述底座的顶部架设安装有小型液压泵,所述小型液压泵的顶部通过液压杆连接设置有托架,所述线体规整盘的盘体表面均匀等分贯穿开设有线体槽,所述线体槽的内侧表面左右两端均设置有弹性凸夹块。
4、优选的,所述支撑柱的顶部架设安装有输送带支撑架构,所述输送带支撑架构的内部架设安装有输送带结构,所述输送带结构的顶部表面通过横杆紧固安装有多组线槽隔板,多组所述线槽隔板的前端相对应设置有出线管。
5、优选的,所述输送带支撑架构的侧端连接设置有输送架构,所述输送架构的内部安装设置有多组送线轮,多组所述送线轮的左右两端均紧固连接有调节滑块,所述调节滑块的顶部安装设置有调节阀栓。
6、优选的,所述输送架构的边侧连通设置有裁线架构,所述裁线架构的内部设置有多组相啮合连接转齿轮,多组相啮合连接所述转齿轮的外部相对应轴动连接有正反电机。
7、优选的,所述裁线架构的顶部中心端架设安装有第二小型气缸,所述第二小型气缸的底端通过设置连接的推动气杆紧固连接有裁线刀组,所述裁线架构的顶部侧端架设安装有第三小型气缸,所述第三小型气缸的底端设置连接有切刀。
8、优选的,所述裁线架构的侧端内部开设有相对应多组相啮合连接所述转齿轮的出线端,所述裁线架构的底部表面开设有抽风槽,所述抽风槽的内部通过设置安装的抽气管连通设置有抽风泵,所述裁线架构的外壁表面架设安装设置有plc控制端,所述出线端的侧端紧固安装有刀槽座,所述刀槽座和切刀相对应。
9、与现有技术相比,本实用新型的优点和积极效果在于,
10、1、本实用新型中,通过线体规整组件的作用下,便于降低线体在被裁线和剥线过程后,所剥取的线体放置在盘架中,较为散乱,需要人工重新进行捡取规整,整体较为不便,费时费力,增加了工作人员的工作量的问题。
11、2、本实用新型中,通过抽风泵作用下,使得抽风槽对所裁的线体外皮进行吸取,有效降低所裁的线体外皮导致线体的输送造成影响。
技术特征:
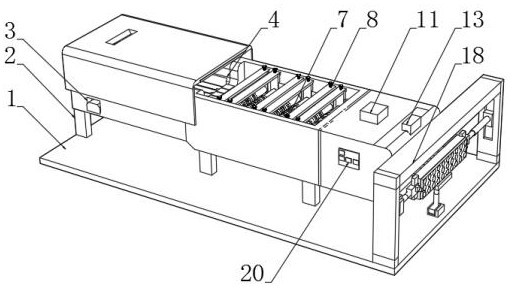
1.一种裁线剥线浸锡焊线的全自动设备,其特征在于:包括底座(1),所述底座(1)的顶部焊接有支撑柱(2),所述支撑柱(2)的右端位置顶部架设安装有线体规整组件(18);
2.根据权利要求1所述的裁线剥线浸锡焊线的全自动设备,其特征在于:所述支撑柱(2)的顶部架设安装有输送带支撑架构(3),所述输送带支撑架构(3)的内部架设安装有输送带结构(4),所述输送带结构(4)的顶部表面通过横杆紧固安装有多组线槽隔板(5),多组所述线槽隔板(5)的前端相对应设置有出线管(6)。
3.根据权利要求2所述的裁线剥线浸锡焊线的全自动设备,其特征在于:所述输送带支撑架构(3)的侧端连接设置有输送架构,所述输送架构的内部安装设置有多组送线轮(7),多组所述送线轮(7)的左右两端均紧固连接有调节滑块,所述调节滑块的顶部安装设置有调节阀栓(8)。
4.根据权利要求3所述的裁线剥线浸锡焊线的全自动设备,其特征在于:所述输送架构的边侧连通设置有裁线架构(9),所述裁线架构(9)的内部设置有多组相啮合连接转齿轮(12),多组相啮合连接所述转齿轮(12)的外部相对应轴动连接有正反电机(17)。
5.根据权利要求4所述的裁线剥线浸锡焊线的全自动设备,其特征在于:所述裁线架构(9)的顶部中心端架设安装有第二小型气缸(11),所述第二小型气缸(11)的底端通过设置连接的推动气杆紧固连接有裁线刀组,所述裁线架构(9)的顶部侧端架设安装有第三小型气缸(13),所述第三小型气缸(13)的底端设置连接有切刀(14)。
6.根据权利要求4所述的裁线剥线浸锡焊线的全自动设备,其特征在于:所述裁线架构(9)的侧端内部开设有相对应多组相啮合连接所述转齿轮(12)的出线端(16),所述裁线架构(9)的底部表面开设有抽风槽,所述抽风槽的内部通过设置安装的抽气管连通设置有抽风泵(15),所述裁线架构(9)的外壁表面架设安装设置有plc控制端(20),所述出线端(16)的侧端紧固安装有刀槽座(10),所述刀槽座(10)和切刀(14)相对应。
技术总结
本技术提供一种裁线剥线浸锡焊线的全自动设备,涉及无刷电机全自动加工技术领域,包括底座,底座的顶部焊接有支撑柱,支撑柱的右端位置顶部架设安装有线体规整组件;线体规整组件包括有电动导轨架,电动导轨架设置为相对立两组,两组电动导轨架的内侧表面均通过导轨槽滑动连接有滑块,滑块的左端位置安装紧固有电机,通过线体规整组件的作用下,便于降低线体在被裁线和剥线过程后,所剥取的线体放置在盘架中,较为散乱,需要人工重新进行捡取规整,整体较为不便,费时费力,增加了工作人员的工作量的问题,同时在抽风泵作用下,使得抽风槽对所裁的线体外皮进行吸取,有效降低所裁的线体外皮导致线体的输送造成影响。
技术研发人员:曹俊,凌巧,钱胜利
受保护的技术使用者:铜陵凌动科技有限公司
技术研发日:20240319
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!