一种X射线管灯丝的自动成型设备的制作方法
本技术属于灯丝制作,尤其是涉及一种x射线管灯丝的自动成型设备。
背景技术:
1、x 射线管是工作在高电压下的真空二极管。包含有两个电极 :一个是用于发射电子的灯丝,作为阴极,另一个是用于接受电子轰击的靶材,作为阳极。两极均被密封在高真空的玻璃或陶瓷外壳内。
2、现有技术中灯丝采用如下两个方式制作,其一为手工绕制成型,但是手工绕丝头端与尾端引丝需放长生产,因为头端需要压丝固定尾端裁剪尺寸不好把控所以两端需要放长,后续要增加一道裁引丝工序。手工绕制灯丝螺距不好控制需要用模芯绕制,为了绕制后灯丝不反弹需要加热生产,生产效率低。手工绕制无法达到中心出脚问题,后续要增加一道手工拗制成型。其二为专用设备绕制成型,但是绕制工装磨具比较复杂,需要在定制的凹凸模芯内绕制成型,对于原材料的一致性要求比较高,且一套磨具对应一个规格,并且灯丝成型后需要再用定制模具高温定型,才能达到产品要求。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种x射线管灯丝的自动成型设备,该设备自动化程度高,无需使用额外的模具高温定型,并且结构简单,易大规模生产。
2、本实用新型的目的可以通过以下技术方案来实现:
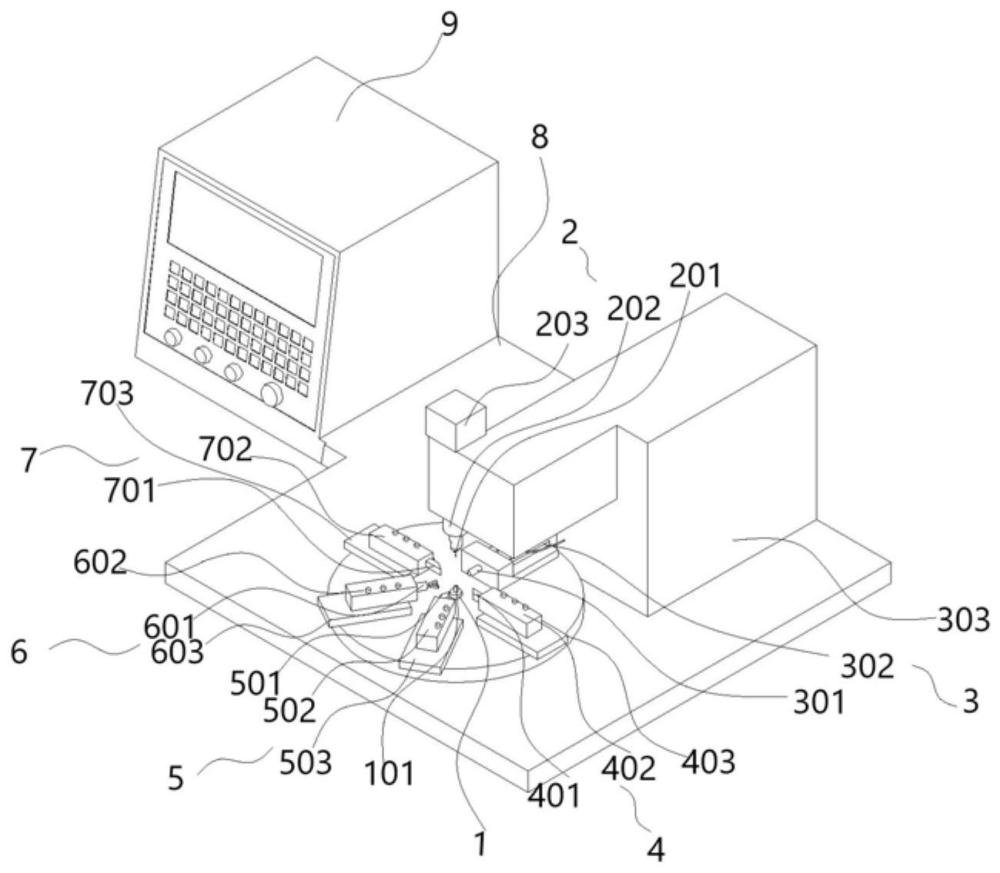
3、一种x射线管灯丝的自动成型设备,包括:
4、支撑座;
5、设于支撑座旁且用于将灯丝送出的送丝部;
6、设于支撑座旁且用于限制送丝部送出灯丝长度的限位部;
7、设于支撑座上方且用于将经过限位部限制的灯丝绕制的绕制部;
8、设于支撑座旁且用于将经过绕制部绕制的灯丝拗制出灯丝丝脚的顶针部;
9、以及设于支撑座旁且用于将经过顶针部拗制出灯丝丝脚的灯丝脱模的脱模部,所述送丝部、限位部、顶针部、以及脱模部沿支撑座周向顺次布置。
10、进一步的,所述绕制部包括:
11、与所述支撑座连接且供灯丝绕制的绕制芯轴;
12、与绕制芯轴连接且带动绕制芯轴上下移动的伸缩杆;
13、以及与伸缩杆连接带动绕制芯轴转动的机头。
14、更进一步的,所述支撑座上设有与绕制芯轴匹配的凹槽。
15、进一步的,所述送丝部包括:
16、朝向支撑座的送丝杆;
17、设置在送丝杆旁的电阻加热块;
18、以及与电阻加热块连接的储丝盒。
19、进一步的,所述限位部包括:
20、滑动抵住送丝部送出灯丝一端的限位块;
21、与限位块连接的第一滑块;
22、以及与第一滑块连接的第一滑轨。
23、更进一步的,所述自动成型设备还包括介于送丝部与脱模部之间用于切断灯丝灯脚切断部,所述送丝部、限位部、顶针部、脱模部、以及切断部沿支撑座周向顺次布置。
24、更进一步的,所述切断部包括:
25、与限位块的断面匹配的切断块,所述切断块与限位块组成形成矩形状;
26、与切断块连接的第四滑块;
27、以及与第四滑块连接的第四滑轨。
28、进一步的,所述顶针部包括:
29、朝向支撑座的顶针杆;
30、与顶针杆连接的第二滑块;
31、以及与第二滑块连接的第二滑轨。
32、进一步的,所述脱模部包括:
33、具有凹槽且槽口朝向支撑座的脱模杆;
34、与脱模杆连接的第三滑块;
35、以及与第三滑块连接的第三滑轨。
36、进一步的,所述自动成型设备还包括操作台、以及设于所述操作台上的控制器,所述支撑座、送丝部、限位部、顶针部、以及脱模部设于操作台上。
37、与现有技术相比,本实用新型具有以下有益效果:
38、1、本实用新型送丝部和绕制部的配合即可自动化生产,结构简单,无需定制凹凸模具,调换规格方便,大大节约了生产模具的成本,同时也提高了生产效率。
39、2、本实用新型绕制部的机头控制绕制芯轴旋转的转速即可控制灯丝的螺距,控制简单,适用性强,绕制芯轴节约了生产模具的成本,螺距的一致性比较好,可根据产品的不同螺距随意调换规格。
40、3、本实用新型中顶针部可直接拗制出灯丝的丝脚绕制,过程中同时把灯丝的丝脚同时成型,无需二次拗制成型,工艺上节约了成产成本。
41、4、本实用新型灯丝绕制成型后,成型尺寸一致性好,角度比较可控,后续无需高温定型,可随意摆放,提高了后道定型的效率。
42、5、本实用新型灯丝产品几何尺寸一致性较好。
技术特征:
1.一种x射线管灯丝的自动成型设备,其特征在于,包括:
2.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述绕制部(2)包括:
3.根据权利要求2所述的一种x射线管灯丝的自动成型设备,其特征在于,所述支撑座(1)上设有与绕制芯轴(201)匹配的凹槽(101)。
4.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述送丝部(3)包括:
5.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述限位部(4)包括:
6.根据权利要求5所述的一种x射线管灯丝的自动成型设备,其特征在于,所述自动成型设备还包括介于送丝部(3)与脱模部(6)之间用于切断灯丝灯脚切断部(7),所述送丝部(3)、限位部(4)、顶针部(5)、脱模部(6)、以及切断部(7)沿支撑座(1)周向顺次布置。
7.根据权利要求6所述的一种x射线管灯丝的自动成型设备,其特征在于,所述切断部(7)包括:
8.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述顶针部(5)包括:
9.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述脱模部(6)包括:
10.根据权利要求1所述的一种x射线管灯丝的自动成型设备,其特征在于,所述自动成型设备还包括操作台(8)、以及设于所述操作台(8)上的控制器(9),所述支撑座(1)、送丝部(3)、限位部(4)、顶针部(5)、以及脱模部(6)设于操作台(8)上。
技术总结
本技术涉及一种X射线管灯丝的自动成型设备,包括:支撑座;设于支撑座旁且用于将灯丝送出的送丝部;设于支撑座旁且用于限制送丝部送出灯丝长度的限位部;设于支撑座上方且用于将经过限位部限制的灯丝绕制的绕制部;设于支撑座旁且用于将经过绕制部绕制的灯丝拗制出灯丝丝脚的顶针部;以及设于支撑座旁且用于将经过顶针部拗制出灯丝丝脚的灯丝脱模的脱模部,所述送丝部、限位部、顶针部、以及脱模部沿支撑座周向顺次布置。与现有技术相比,本技术使得灯丝成型自动化程度高、无需使用额外的模具高温定型、以及易大规模生产。
技术研发人员:施健,朱黎明,洪文
受保护的技术使用者:上海亚尔精密零件制造有限公司
技术研发日:20240328
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!