一种用于锂电池封装注液一体机的电芯翻转定位机构的制作方法
本技术涉及锂电池,本技术具体涉及一种用于锂电池封装注液一体机的电芯翻转定位机构。
背景技术:
1、电芯注液是锂电池制造过程中的重要环节之一,它确保电芯内部的电解质液体得以正确注入,以提供电池正常运行所需的离子传输通道;
2、电芯翻转定位机构是用于将电芯在注液过程中翻转至正确的位置,以确保注液的准确性和效率;
3、目前市面上的存在如下问题:现有电芯在封装注液过程中经常需要翻转和定位,过程大多需人工翻转和定位,其精度和效率较差;
4、本实用新型在于解决的技术问题是:提供一种较为精准的电芯翻转定位机构。
技术实现思路
1、本实用新型在于解决的技术问题是:提供一种较为精准的电芯翻转定位机构;翻转机构用于将电芯进行翻转;定位机构对翻转后的电芯进行定位,确保电芯在正确的位置上进行后续的加工或处理;运输机构用于将翻转后的电芯从翻转机构运输到定位机构;采用自动化的方式节省人力物力,并提供较为精确的翻转定位。
2、一种用于锂电池封装注液一体机的电芯翻转定位机构,包括对电芯进行翻转的翻转机构、对翻转后的加工电芯进行定位的定位机构、将翻转后的加工电芯运输到定位机构的运输机构。
3、优选的,翻转机构包括翻转机架和用于承载加工电芯的翻转台;且翻转机架上设有至少两个旋转气缸;且每个旋转气缸的转轴上均连接有翻转夹爪气缸;并且翻转台上设有用于放置加工电芯的翻转电芯槽位;以及翻转夹爪气缸对翻转电芯槽位的加工电芯进行夹取,再通过旋转气缸的转动实现对加工电芯的翻转。
4、优选的,旋转气缸与翻转机架之间竖向设有滑轨气缸;且滑轨气缸的滑轨端与旋转气缸的背部固定连接,滑轨气缸的背部与翻转机架固定连接;并且滑轨气缸的活塞杆伸缩时带动着滑轨端上下运动,从而同步带动着旋转气缸上下运动。
5、优选的,定位机构包括定位台;且定位台的顶部设有至少两个用于放置电芯的定位电芯槽位;且定位电芯槽位的下方均设有定位夹爪气缸;并且定位电芯槽位的两端均成型有夹爪避位槽供定位夹爪气缸的夹爪进行通过,从而定位夹爪气缸可对加工电芯的宽度方向位置进行夹持定位。
6、优选的,定位台上还设有推料气缸;且推料气缸的活塞杆连接有推料杆;并且推料杆的另一端成型有与定位电芯槽位数量对应的推料凸块;以及通过推料气缸伸出活塞杆带动着推料杆同步运动,从而推料凸块对加工电芯的长度方向位置进行推料定位。
7、优选的,远离推料气缸的一端设有挡料座;且挡料座的横截面成阶梯状;在推料气缸对加工电芯进行推料定位时,挡料座对加工电芯的移动距离进行阻挡限位。
8、优选的,运输机构包括运输直线模组、随着运输直线模组同步直线运动的运输吸盘;运输吸盘对翻转后的加工电芯进行吸附并通过运输直线模组运输到定位机构的定位电芯槽位上。
9、与现有技术相比,本实用新型的有益效果是:本实用新型用于锂电池封装注液一体机的电芯翻转定位机构,翻转机构用于将电芯进行翻转;定位机构对翻转后的电芯进行定位,确保电芯在正确的位置上进行后续的加工或处理;运输机构用于将翻转后的电芯从翻转机构运输到定位机构;采用自动化的方式节省人力物力,并提供较为精确的翻转定位。
10、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
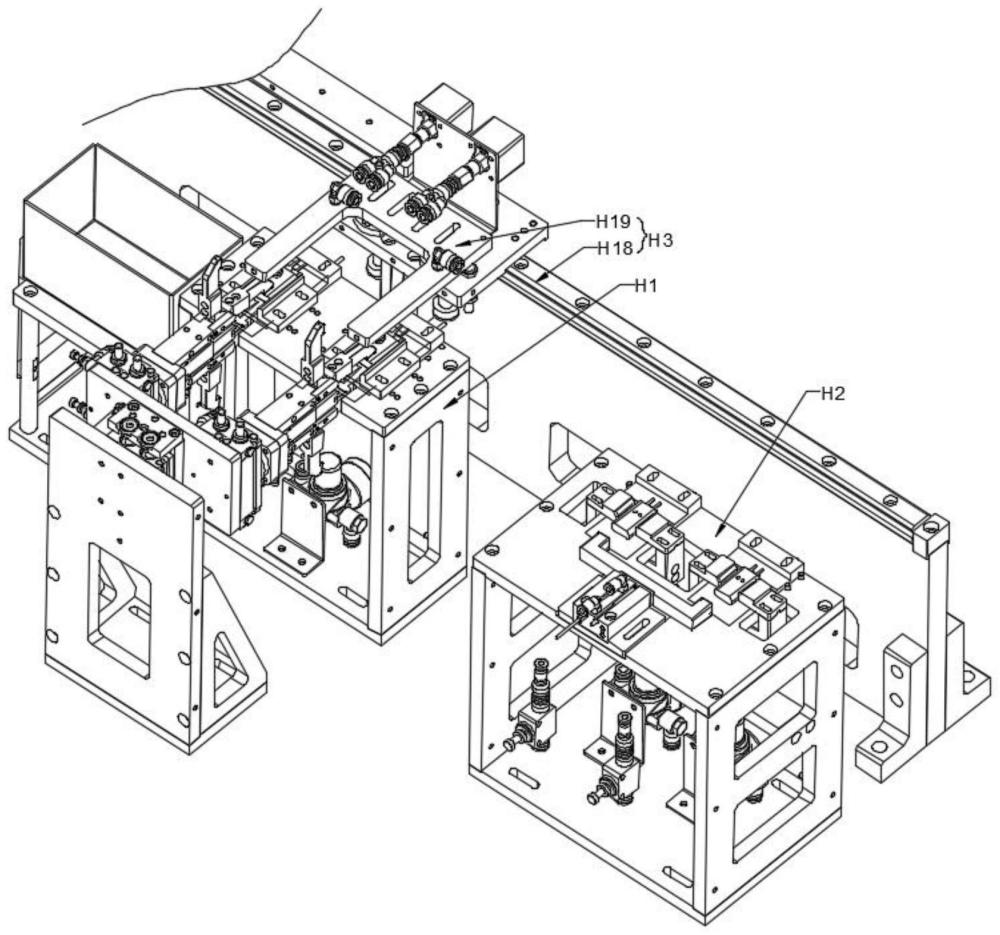
1.一种用于锂电池封装注液一体机的电芯翻转定位机构,其特征在于,包括对电芯进行翻转的翻转机构(h1)、对翻转后的加工电芯进行定位的定位机构(h2)、将翻转后的加工电芯运输到定位机构(h2)的运输机构(h3);
2.根据权利要求1所述的一种用于锂电池封装注液一体机的电芯翻转定位机构,其特征在于,旋转气缸(h6)与翻转机架(h4)之间竖向设有滑轨气缸(h9);且滑轨气缸(h9)的滑轨端与旋转气缸(h6)的背部固定连接,滑轨气缸(h9)的背部与翻转机架(h4)固定连接;并且滑轨气缸(h9)的活塞杆伸缩时带动着滑轨端上下运动,从而同步带动着旋转气缸(h6)上下运动。
3.根据权利要求1所述的一种用于锂电池封装注液一体机的电芯翻转定位机构,其特征在于,定位台(h10)上还设有推料气缸(h14);且推料气缸(h14)的活塞杆连接有推料杆(h15);并且推料杆(h15)的另一端成型有与定位电芯槽位(h11)数量对应的推料凸块(h16);以及通过推料气缸(h14)伸出活塞杆带动着推料杆(h15)同步运动,从而推料凸块(h16)对加工电芯的长度方向位置进行推料定位。
4.根据权利要求3所述的一种用于锂电池封装注液一体机的电芯翻转定位机构,其特征在于,远离推料气缸(h14)的一端设有挡料座(h17);且挡料座(h17)的横截面成阶梯状;在推料气缸(h14)对加工电芯进行推料定位时,挡料座(h17)对加工电芯的移动距离进行阻挡限位。
5.根据权利要求1所述的一种用于锂电池封装注液一体机的电芯翻转定位机构,其特征在于,运输机构(h3)包括运输直线模组(h18)、随着运输直线模组(h18)同步直线运动的运输吸盘(h19);运输吸盘(h19)对翻转后的加工电芯进行吸附并通过运输直线模组(h18)运输到定位机构(h2)的定位电芯槽位(h11)上。
技术总结
本技术涉及锂电池技术领域,公开了一种用于锂电池封装注液一体机的电芯翻转定位机构,包括对电芯进行翻转的翻转机构、对翻转后的加工电芯进行定位的定位机构、将翻转后的加工电芯运输到定位机构的运输机构;翻转机构包括翻转机架和用于承载加工电芯的翻转台;翻转夹爪气缸对翻转电芯槽位的加工电芯进行夹取,再通过旋转气缸的转动实现对加工电芯的翻转;翻转机构用于将电芯进行翻转;定位机构对翻转后的电芯进行定位,确保电芯在正确的位置上进行后续的加工或处理;运输机构用于将翻转后的电芯从翻转机构运输到定位机构;采用自动化的方式节省人力物力,并提供较为精确的翻转定位。
技术研发人员:林国权,张金周
受保护的技术使用者:广东比沃新能源股份有限公司
技术研发日:20240329
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!