一种试验型接线端子组装设备的制作方法
本技术涉及组装设备,具体涉及一种试验型接线端子组装设备。
背景技术:
1、接线端子是用于实现电气连接的一种配件产品,如图1所示为一种试验型接线端子,其包括塑壳101、金属短件102、金属长件103、金属连接件104,塑壳101设有安装槽105,金属连接件104设有用于安装螺钉的安装孔,组装时,需将金属短件102和金属长件103卡合于金属连接件104两侧,然后将组合体安装于安装槽105内,并将螺钉安装锁紧至安装孔内。
2、现有技术的这种试验型接线端子的组装大多都是依靠人工完成,由于组装的零件较小,卡合金属件较繁琐,组装效率较低,组装的接线端子良品率不高。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种试验型接线端子组装设备。
2、本实用新型所提供的技术方案为:
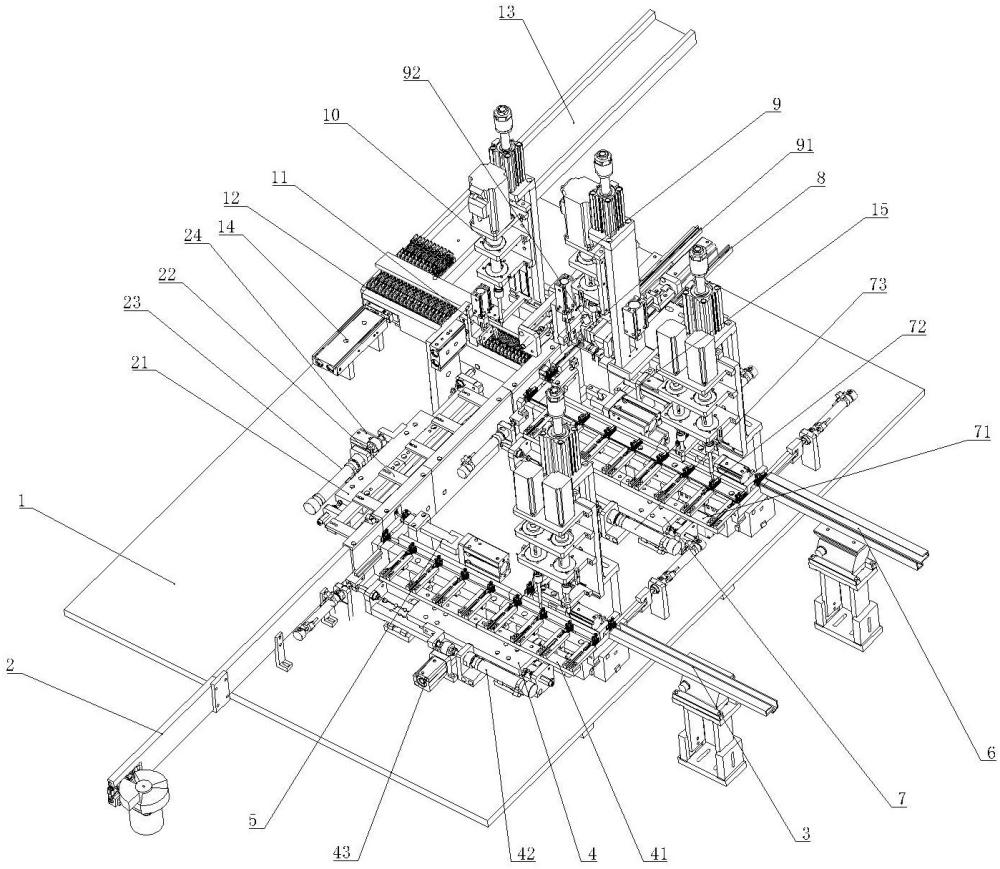
3、一种试验型接线端子组装设备,包括机架,所述机架上设有塑壳传送机构、金属短件传送机构、金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构,所述塑壳传送机构包括第一传送带,所述金属短件传送机构衔接于第一传送带的中部,用于将金属短件安装至塑壳,所述第一传送带末尾端设有第一加工位,所述金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构分别衔接于第一加工位,所述金属长件传送机构将金属长件传送至第一加工位,所述金属连接件传送机构将金属连接件安装螺丝后传送至第一加工位与金属长件相卡合构成第一组合件,所述推料组件将第一组合件安装至塑壳,所述锁螺丝移位机构将螺丝锁紧后推动金属连接件使其左右两侧分别卡合于金属短件和金属长件。
4、所述塑壳传送机构还包括塑壳移料组件,所述塑壳移料组件设于第一传送带侧方,其包括第一固定板、驱动第一固定板沿平行于第一传送带方向运动的第一气缸滑块组件、驱动第一固定板沿垂直于第一传送带方向运动的第二气缸滑块组件,所述第一固定板上设有若干与塑壳相适配的第一定位板。
5、所述金属短件传送机构包括第二传送带、金属短件移料组件,所述第二传送带末端与第一传送带相衔接,所述第二传送带末端设有将金属短件推入塑壳的第一推料气缸,所述金属短件移料组件设于第二传送带侧方,其包括第二固定板、驱动第二固定板沿平行于第二传送带方向运动的第三气缸滑块组件、驱动第二固定板沿垂直于第二传送带方向运动的第四气缸滑块组件,所述第二固定板上设有若干与金属短件相适配的第二定位板。
6、所述第二传送带上设有第一检测机构,所述第一检测机构包括依序设于第二传送带侧方的第一检测件、第一不合格品移料件,所述第一检测件与第一不合格品移料件电性连接。
7、所述金属长件传送机构包括第三传送带、金属长件移料组件,所述第三传送带末端与第一加工位相衔接,所述金属长件移料组件设于第三传送带侧方,其包括第三固定板、驱动第三固定板沿平行于第三传送带方向运动的第五气缸滑块组件、驱动第三固定板沿垂直于第三传送带方向运动的第六气缸滑块组件,所述第三固定板上设有若干与金属长件相适配的第三定位板。
8、所述第三传送带上设有第二检测机构,所述第二检测机构包括依序设于第三传送带侧方的第二检测件、第二不合格品移料件,所述第二检测件与第二不合格品移料件电性连接。
9、所述金属连接件传送机构包括第四传送带、金属连接件推料气缸,所述第四传送带末端与第一加工位相衔接,所述第四传送带上设有螺钉传送机构,所述螺钉传送机构包括橡胶管、螺钉送料件,通过橡胶管将螺钉传送至螺钉送料件,所述螺钉送料件上方设有将螺钉推入接线柱的第二推料气缸。
10、所述锁螺丝移位机构包括第五传送带、锁螺丝组件、移位组件,所述第五传送带前端与第一加工位相衔接,所述锁螺丝组件包括螺丝刀头、伺服电机、第一驱动气缸,所述伺服电机与螺丝刀头驱动连接,所述第一驱动气缸用于驱动螺丝刀头上下运动,所述移位组件包括推杆、用于驱动推杆横向运动的第二驱动气缸、用于驱动推杆上下运动的第三驱动气缸。
11、所述第五传送带末端衔接有第六传送带,所述第五传送带末端设有用于将堆叠的试验型接线端子推向第六传送带的第三推料气缸。
12、本实用新型的有益效果:本实用新型实现了试验型接线端子的全自动组装,自动化程度高,组装的接线端子良品率高,有效提高生产效率。
技术特征:
1.一种试验型接线端子组装设备,包括机架,其特征在于:所述机架上设有塑壳传送机构、金属短件传送机构、金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构,所述塑壳传送机构包括第一传送带,所述金属短件传送机构衔接于第一传送带的中部,用于将金属短件安装至塑壳,所述第一传送带末尾端设有第一加工位,所述金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构分别衔接于第一加工位,所述金属长件传送机构将金属长件传送至第一加工位,所述金属连接件传送机构将金属连接件安装螺丝后传送至第一加工位与金属长件相卡合构成第一组合件,所述推料组件将第一组合件安装至塑壳,所述锁螺丝移位机构将螺丝锁紧后推动金属连接件使其左右两侧分别卡合于金属短件和金属长件。
2.根据权利要求1所述的一种试验型接线端子组装设备,其特征在于:所述塑壳传送机构还包括塑壳移料组件,所述塑壳移料组件设于第一传送带侧方,其包括第一固定板、驱动第一固定板沿平行于第一传送带方向运动的第一气缸滑块组件、驱动第一固定板沿垂直于第一传送带方向运动的第二气缸滑块组件,所述第一固定板上设有若干与塑壳相适配的第一定位板。
3.根据权利要求1所述的一种试验型接线端子组装设备,其特征在于:所述金属短件传送机构包括第二传送带、金属短件移料组件,所述第二传送带末端与第一传送带相衔接,所述第二传送带末端设有将金属短件推入塑壳的第一推料气缸,所述金属短件移料组件设于第二传送带侧方,其包括第二固定板、驱动第二固定板沿平行于第二传送带方向运动的第三气缸滑块组件、驱动第二固定板沿垂直于第二传送带方向运动的第四气缸滑块组件,所述第二固定板上设有若干与金属短件相适配的第二定位板。
4.根据权利要求3所述的一种试验型接线端子组装设备,其特征在于:所述第二传送带上设有第一检测机构,所述第一检测机构包括依序设于第二传送带侧方的第一检测件、第一不合格品移料件,所述第一检测件与第一不合格品移料件电性连接。
5.根据权利要求1所述的一种试验型接线端子组装设备,其特征在于:所述金属长件传送机构包括第三传送带、金属长件移料组件,所述第三传送带末端与第一加工位相衔接,所述金属长件移料组件设于第三传送带侧方,其包括第三固定板、驱动第三固定板沿平行于第三传送带方向运动的第五气缸滑块组件、驱动第三固定板沿垂直于第三传送带方向运动的第六气缸滑块组件,所述第三固定板上设有若干与金属长件相适配的第三定位板。
6.根据权利要求5所述的一种试验型接线端子组装设备,其特征在于:所述第三传送带上设有第二检测机构,所述第二检测机构包括依序设于第三传送带侧方的第二检测件、第二不合格品移料件,所述第二检测件与第二不合格品移料件电性连接。
7.根据权利要求1所述的一种试验型接线端子组装设备,其特征在于:所述金属连接件传送机构包括第四传送带、金属连接件推料气缸,所述第四传送带末端与第一加工位相衔接,所述第四传送带上设有螺钉传送机构,所述螺钉传送机构包括橡胶管、螺钉送料件,通过橡胶管将螺钉传送至螺钉送料件,所述螺钉送料件上方设有将螺钉推入接线柱的第二推料气缸。
8.根据权利要求1所述的一种试验型接线端子组装设备,其特征在于:所述锁螺丝移位机构包括第五传送带、锁螺丝组件、移位组件,所述第五传送带前端与第一加工位相衔接,所述锁螺丝组件包括螺丝刀头、伺服电机、第一驱动气缸,所述伺服电机与螺丝刀头驱动连接,所述第一驱动气缸用于驱动螺丝刀头上下运动,所述移位组件包括推杆、用于驱动推杆横向运动的第二驱动气缸、用于驱动推杆上下运动的第三驱动气缸。
9.根据权利要求8所述的一种试验型接线端子组装设备,其特征在于:所述第五传送带末端衔接有第六传送带,所述第五传送带末端设有用于将堆叠的试验型接线端子推向第六传送带的第三推料气缸。
技术总结
本技术公开了一种试验型接线端子组装设备,涉及组装设备技术领域,包括机架,所述机架上设有塑壳传送机构、金属短件传送机构、金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构,所述塑壳传送机构包括第一传送带,所述金属短件传送机构衔接于第一传送带的中部,所述第一传送带末尾端设有第一加工位,所述金属长件传送机构、金属连接件传送机构、推料组件、锁螺丝移位机构分别衔接于第一加工位。本设备实现了试验型接线端子的全自动组装,自动化程度高,组装的接线端子良品率高,有效提高生产效率。
技术研发人员:郑元海,陈乐士
受保护的技术使用者:浙江科尔特科技有限公司
技术研发日:20240416
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!