电连接器的制作方法
本技术涉及一种电连接器。更具体来说,涉及一种模具部包括具有突起部及凹部的第一模具部以及在例如四个面包围第一模具部的第二模具部的电连接器。
背景技术:
1、通常,在基板相互连接的情况下,使用通过如焊接(soldering)等方法与各个基板连接的两个连接器,所述两个连接器可彼此连接。此处,两个连接器中的一个为插塞连接器(plug connector),其余一个为插座连接器(socket connector)。插座连接器也可被称为插孔(receptacle)连接器。这种插塞连接器与插座连接器可在模具部布置端子来形成。插塞连接器与插座连接器可彼此紧固以形成电连接器组装体。
2、随着电子机器的小型化趋势,要求连接器的小型化及低背化也是事实。然而,事实上在减小节距或使零件变小以将连接器小型化及低背化的方面存在一定程度的限制。
3、另一方面,在连接器小型化的同时,也存在与以前相比难以确保连接器的耐久性的方面。原因是由于部件小即使比以前小的力也容易使其破损。
4、另外,在制造小型化的连接器的模具部中,一次性制成期望的形状变得更加困难。并且,在连接器小型化的同时,确认连接器的端子是否正常安装在基板或是否处于可正常安装的状态也渐渐变得困难。
技术实现思路
1、[实用新型所要解决的课题]
2、本实用新型欲解决的技术课题是通过多次嵌件成型形成模具部,从而在获得期望的复杂形状的同时也充分获得模具部的强度与可靠性。
3、另外,在连接器小型化的同时,确认连接器的端子是否正常安装在基板或是否处于可正常安装的状态也渐渐变得困难,因而课题在于使这种检查变得更加容易。
4、本实用新型的技术课题不限于以上提及的技术课题,且对普通技术人员而言可根据以下记载清楚地理解未提及的另一些技术课题。
5、[解决课题的技术手段]
6、根据本实用新型,提供一种电连接器的制造方法,作为与配对连接器结合的电连接器的制造方法,包括:
7、(a)布置多个信号端子的步骤;
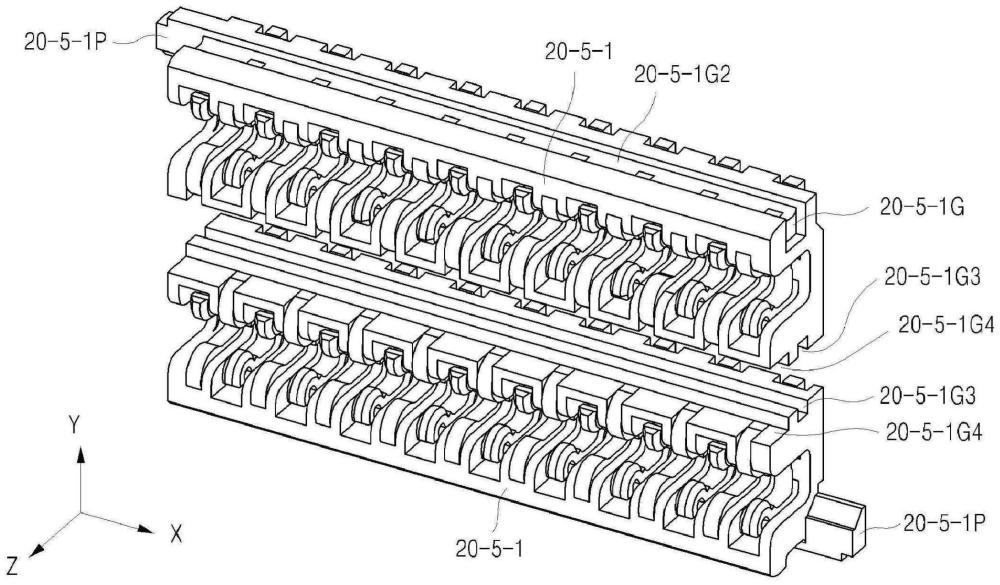
8、(b)作为通过第一嵌件成型来形成支撑配置的所述信号端子的第一模具部的步骤,是所述第一模具部以在所述电连接器的长度方向的一端具有突起部且在所述电连接器的长度方向的另一端具有第一凹部方式形成的步骤;
9、(c)在所述第一模具部旁布置金具的步骤;
10、(d)作为通过第二嵌件成型来形成支撑所述第一模具部与所述金具的第二模具部的步骤,是所述第二模具部以包围所述第一模具部的突起部周围并对所述第一凹部的内部进行填充的方式形成的步骤。
11、优选为,在所述(b)步骤中,
12、在所述第一模具部中,沿着所述电连接器的长度方向额外形成第二凹部。
13、优选为,所述第一模具部形成并布置有两个,
14、在所述(b)步骤中,
15、在所述第一模具部的外侧壁形成所述第二凹部,
16、在所述第一模具部的内侧壁,沿着所述电连接器的长度方向额外形成第三凹部。
17、优选为,所述第二模具部围绕所述突起部、所述第一凹部、所述第二凹部,同时围绕所述第一模具部的四个面。
18、根据本实用新型,提供一种电连接器,所述电连接器作为与配对连接器结合的电连接器,包括:
19、多个信号端子,在所述电连接器的长度方向排列;
20、第一模具部,作为支撑排列的所述多个信号端子的第一模具部,所述第一模具部在所述电连接器的长度方向的一端具有突起部且在所述电连接器的长度方向的另一端具有第一凹部;
21、金具,布置在所述第一模具部旁;
22、第二模具部,作为支撑所述第一模具部与所述金具的第二模具部,所述第二模具部以包围所述第一模具部的突起部周围并对所述第一凹部的内部进行填充的方式形成。
23、优选为,在所述第一模具部中,沿着所述电连接器的长度方向额外形成第二凹部。
24、优选为,所述电连接器包括两个所述第一模具部,
25、所述第二凹部形成在所述第一模具部的外侧壁,
26、在所述第一模具部的内侧壁,沿着所述电连接器的长度方向额外形成第三凹部。
27、优选为,所述第二模具部以围绕所述突起部、所述第一凹部、所述第二凹部的同时围绕所述第一模具部的四个面的方式形成。
28、[实用新型的效果]
29、根据本实用新型,通过多次嵌件成型形成模具部,在获得期望的复杂形状的同时也可充分获得模具部的强度与可靠性。
30、另外,根据本实用新型,多个检查窗20-iw以之字形(千鸟)形态布置。以这种方式,与相邻端子的实际节距相比,可将更宽阔的空间应用作为安装时的节距,同时,由于存在高度方向(z方向)的垂直贯通孔、即检查窗20-iw,因此可通过照相机等容易确认内侧安装部20-3im的安装状态。
31、即,可容易确认小型化的连接器的端子是否正常安装在基板(或是否处于可正常安装的状态)。
32、本实用新型的效果不受以上例示的内容的限制,更多样的效果包含在本说明书内。
技术特征:
1.一种电连接器,作为电连接器,其特征在于包括:
2.根据权利要求1所述的电连接器,其特征在于,
技术总结
提供一种电连接器。所述电连接器包括左半体部、右半体部、第一本体端部及第二本体端部、布置在所述左半体部的多个第一端子以及布置在所述右半体部的多个第二端子。所述左半体部是通过第一次嵌件成型而与所述多个第一端子一体化的部件,所述右半体部是通过第一次嵌件成型而与所述多个第二端子一体化的部件。在所述电连接器的宽度方向上,所述多个第一端子跨及所述左半体部的两个第一侧壁布置,且交替地在相反方向上配向,在所述电连接器的宽度方向上,所述多个第二端子跨及所述右半体部的两个第二侧壁布置,且交替地在相反方向上配向。
技术研发人员:林采垠
受保护的技术使用者:广濑电机韩国株式会社
技术研发日:20240510
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!