压铸模用的便携式中子信号线快插装置及压铸模的制作方法
本技术涉及压铸模生产,特别是涉及一种压铸模用的便携式中子信号线快插装置及压铸模。
背景技术:
1、多油缸压铸模在压铸机上完成定位安装后,通常需要人工分辨压铸机中子信号线,然后再将中子信号线通过手工缠绕的方式与控制油缸行程的终端导线进行绝缘包扎,使接线过程比较复杂繁琐、线路缠绕混乱,从而增加了模具的上模工时,同时使得线路连接的使用安全性降低。
2、如中国专利文献cn202333658u,公开了一种用于铸造环境中的接线盒,它包括有线盒,在线盒上设置有一一对应的进线口和出线口,在进线口与出线口之间设置有使进线口和出线口导通的电路板,电路板固定在线盒内。
3、然而,上述现有技术的技术方案仍然存在有以下问题:由于该线盒安装在压铸机上,因此多油缸压铸模在上下模时,相应的线盒都需要同步进行安装与拆卸,相应的控制油缸行程的终端导线也要重新与线盒连接或断开,使其连接过程比较繁琐,且容易造成线盒与压铸模分开从而出现线盒易丢失的问题,同时使接线及线盒的使用安全性能降低。
4、因此,亟需一种将压铸机中子信号线与控制油缸行程的终端导线电连接更便捷高效、使用安全性能更好,且不易造成线盒丢失的装置。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种能够将压铸机中子信号线与控制油缸行程的终端导线电连接更便捷高效、使用安全性能更好的压铸模用的便携式中子信号线快插装置及压铸模。
2、本实用新型的目的是通过以下技术方案来实现的:
3、一种压铸模用的便携式中子信号线快插装置,包括:
4、集成插座;
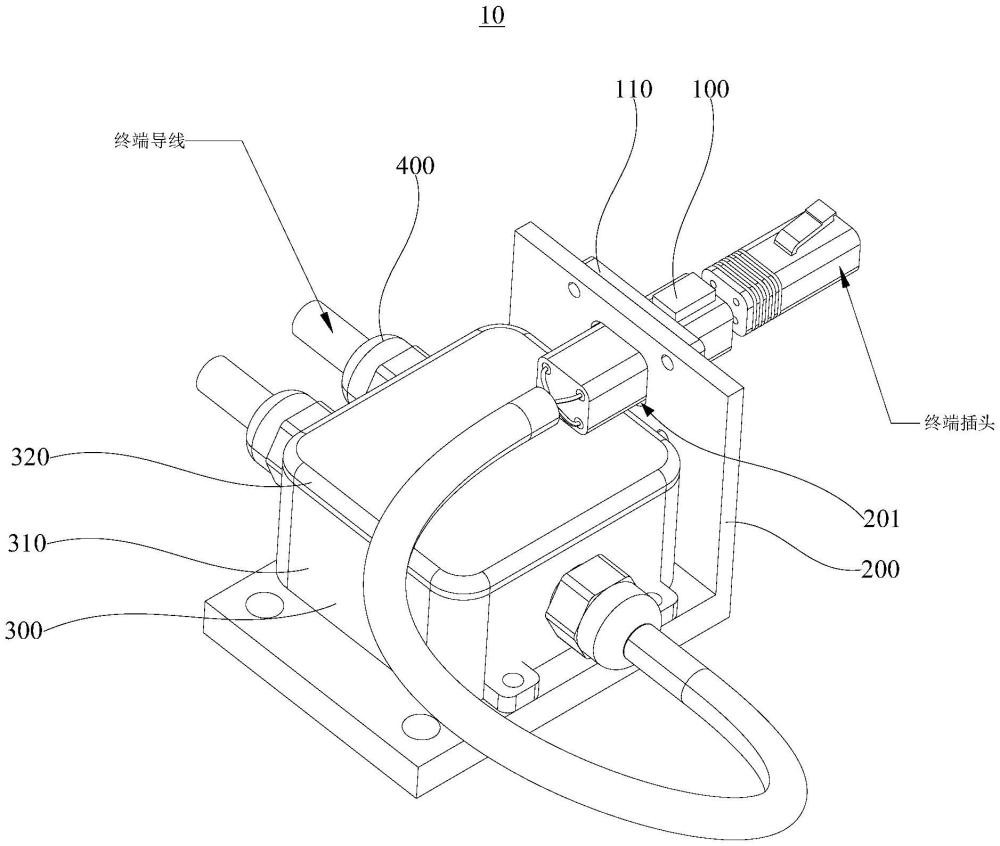
5、固定座板,所述固定座板可拆卸安装于压铸模的动模座板的外壁,所述集成插座可拆卸安装于所述固定座板,所述集成插座用于与中子信号线的终端插头插接;
6、集成转接盒,所述集成转接盒包括盒体、端盖及转接端子组件;所述盒体与所述固定座板可拆卸连接,所述盒体开设有转接腔,所述转接端子组件安装于所述转接腔内,所述端盖盖设于所述转接腔的开口处;所述盒体还开设有与转接腔相连通的第一连通孔及多个第二连通孔,所述集成插座的一端导线通过所述第一连通孔与所述转接端子组件电连接;多个控制油缸行程的终端导线设于所述压铸模的动模座板的导线槽并通过相应的所述第二连通孔与所述转接端子组件电连接。
7、在其中一个实施例中,所述集成插座形成有法兰紧固部;
8、所述固定座板开设有安装通孔,所述集成插座的一端穿设于所述安装通孔,使所述法兰紧固部抵接于所述固定座板并与所述固定座板螺接,所述集成插座的另一端与所述中子信号线的终端插头插接。
9、在其中一个实施例中,所述盒体还开设有凹槽,所述凹槽位于所述转接腔的开口处;
10、所述集成转接盒还包括弹性密封胶圈,当所述端盖盖设于所述转接腔的开口处,使所述弹性密封胶圈压入所述凹槽内。
11、在其中一个实施例中,所述盒体与所述端盖胶接、卡接或螺接。
12、在其中一个实施例中,所述转接端子组件卡接于所述转接腔;及/或,
13、所述转接端子组件螺接于所述转接腔。
14、在其中一个实施例中,所述固定座板、所述盒体及所述端盖均为一体成型结构。
15、在其中一个实施例中,所述压铸模用的便携式中子信号线快插装置还包括紧固连接组件,所述紧固连接组件包括第一环形内置旋钮件及第一环形外置螺帽件;所述第一环形内置旋钮件的部分外圈形成有外螺纹,所述第一环形外置螺帽件的部分内圈形成有内螺纹,所述第一环形内置旋钮件的部分外圈的外螺纹穿设于所述第一连通孔与所述第一环形外置螺帽件的部分内圈的内螺纹连接,以使所述第一环形内置旋钮件的一端的凸部卡接于所述转接腔的内侧壁;
16、所述集成插座的一端导线依次穿设于所述第一环形外置螺帽件的内圈及所述第一环形内置旋钮件的内圈至所述转接腔与所述转接端子组件电连接。
17、在其中一个实施例中,所述紧固连接组件还包括多个第二环形内置旋钮件及多个第二环形外置螺帽件;每一所述第二环形内置旋钮件的部分外圈形成有外螺纹,每一所述第二环形外置螺帽件的部分内圈形成有内螺纹,每一所述第二环形内置旋钮件的部分外圈的外螺纹穿设于相应的所述第二连通孔与相应的所述第二环形外置螺帽件的部分内圈的内螺纹连接,以使相应的所述第二环形内置旋钮件的一端的凸部卡接于所述转接腔的内侧壁;
18、每一所述控制油缸行程的终端导线依次穿设于相应的所述第二环形外置螺帽件的内圈及相应的所述第二环形内置旋钮件的内圈至所述转接腔,并与所述转接端子组件电连接。
19、一种压铸模,包括动模机构、定模机构及上述任一实施例所述的压铸模用的便携式中子信号线快插装置;
20、所述动模机构的动模座板与所述定模机构的定模座板合模,使所述动模座板与所述定模座板共同围成有成型腔。
21、在其中一个实施例中,所述压铸模还包括油缸驱动组件,所述油缸驱动组件包括支撑块及油缸驱动件,所述支撑块可拆卸安装于所述动模机构的动模座板的外侧壁,所述支撑块开设有伸缩定位通孔,所述油缸驱动件的伸缩驱动端穿设于所述伸缩定位通孔与抽芯组件连接;
22、所述压铸模的动模座板的开设有多个导线槽,每一所述控制油缸行程的终端导线设于相应的所述导线槽内,并通过相应的所述第二连通孔与转接端子组件电连接。
23、与现有技术相比,本实用新型至少具有以下优点:
24、1、通过将固定座板安装于压铸模的动模座板的外壁,从而便于将多个控制油缸行程的终端导线设于压铸模上的动模座板的导线槽,最终使多个终端导线经导线槽引导至相应的第二连通孔并与转接端子组件电连接,如此能够在压铸模组装时提前将多个终端导线与转接端子组件进行电连接;而在压铸模上模时直接通过将中子信号线的终端插头插接于集成插座,以现实压铸模上模时中子信号线的终端插头与多个控制油缸行程的终端导线能够快速高效地电连接。
25、2、集成转接盒能够跟随压铸模进行配套使用,即集成转接盒安装于压铸模上并跟随压铸模运输及使用,如此可有效避免集成转接盒与多个控制油缸行程的终端导线在压铸模上下模时需要频繁连接与断开,从而避免了集成转接盒容易发生丢失的情况,以及集成转接盒集使用安全性能降低的问题。
技术特征:
1.一种压铸模用的便携式中子信号线快插装置,其特征在于,包括:
2.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述集成插座形成有法兰紧固部;
3.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述盒体还开设有凹槽,所述凹槽位于所述转接腔的开口处;
4.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述盒体与所述端盖胶接、卡接或螺接。
5.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述转接端子组件卡接于所述转接腔;及/或,
6.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述固定座板、所述盒体及所述端盖均为一体成型结构。
7.根据权利要求1所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述压铸模用的便携式中子信号线快插装置还包括紧固连接组件,所述紧固连接组件包括第一环形内置旋钮件及第一环形外置螺帽件;所述第一环形内置旋钮件的部分外圈形成有外螺纹,所述第一环形外置螺帽件的部分内圈形成有内螺纹,所述第一环形内置旋钮件的部分外圈的外螺纹穿设于所述第一连通孔与所述第一环形外置螺帽件的部分内圈的内螺纹连接,以使所述第一环形内置旋钮件的一端的凸部卡接于所述转接腔的内侧壁;
8.根据权利要求7所述的压铸模用的便携式中子信号线快插装置,其特征在于,所述紧固连接组件还包括多个第二环形内置旋钮件及多个第二环形外置螺帽件;每一所述第二环形内置旋钮件的部分外圈形成有外螺纹,每一所述第二环形外置螺帽件的部分内圈形成有内螺纹,每一所述第二环形内置旋钮件的部分外圈的外螺纹穿设于相应的所述第二连通孔与相应的所述第二环形外置螺帽件的部分内圈的内螺纹连接,以使相应的所述第二环形内置旋钮件的一端的凸部卡接于所述转接腔的内侧壁;
9.一种压铸模,其特征在于,包括动模机构、定模机构及权利要求1-8中任一项所述的压铸模用的便携式中子信号线快插装置;
10.根据权利要求9所述的压铸模,其特征在于,所述压铸模还包括油缸驱动组件,所述油缸驱动组件包括支撑块及油缸驱动件,所述支撑块可拆卸安装于所述动模机构的动模座板的外侧壁,所述支撑块开设有伸缩定位通孔,所述油缸驱动件的伸缩驱动端穿设于所述伸缩定位通孔与抽芯组件连接;
技术总结
本申请提供一种压铸模用的便携式中子信号线快插装置及压铸模。上述的压铸模用的便携式中子信号线快插装置包括集成插座、固定座板及集成转接盒。固定座板可拆卸安装于压铸模的动模座板的外壁,集成插座可拆卸安装于固定座板,集成插座用于与中子信号线的终端插头插接。集成转接盒包括盒体、端盖及转接端子组件。盒体开设有与转接腔相连通的第一连通孔及多个第二连通孔,集成插座的一端导线通过第一连通孔与转接端子组件电连接;多个控制油缸行程的终端导线设于压铸模的动模座板的导线槽并通过相应的第二连通孔与转接端子组件电连接,现实压铸模上模时中子信号线的终端插头与多个控制油缸行程的终端导线能够快速高效地电连接。
技术研发人员:李志斌,刘启春,陈诗军
受保护的技术使用者:安徽鸿图精密铸造有限公司
技术研发日:20240522
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!