一种锂电池注液加热静置工装夹具的制作方法
本技术涉及锂电池加工,特别涉及一种锂电池注液加热静置工装夹具。
背景技术:
1、在电池生产工序中,需要在电池与电池之间以及电池与上盖之间的缝隙中填充胶水,并且需要等待胶水干燥后,才能使其粘接紧密,目前通常采用人工使用夹具将电池模组夹紧后,在利用热风枪对电池模组进行加热,以使电池模组快速干燥,人工采用热风枪进行加热导致加热温度不可控,且效率低下,同时夹具无法针对不同规格的电池模组进行夹持,导致需要经常更换夹具,为此,我们提出了一种锂电池注液加热静置工装夹具。
技术实现思路
1、为了解决上述问题,本实用新型提供一种锂电池注液加热静置工装夹具。本实用新型解决了目前通常采用人工使用夹具将电池模组夹紧后,在利用热风枪对电池模组进行加热,以使电池模组快速干燥,人工采用热风枪进行加热导致加热温度不可控,且效率低下,同时夹具无法针对不同规格的电池模组进行夹持,导致需要经常更换夹具的问题。
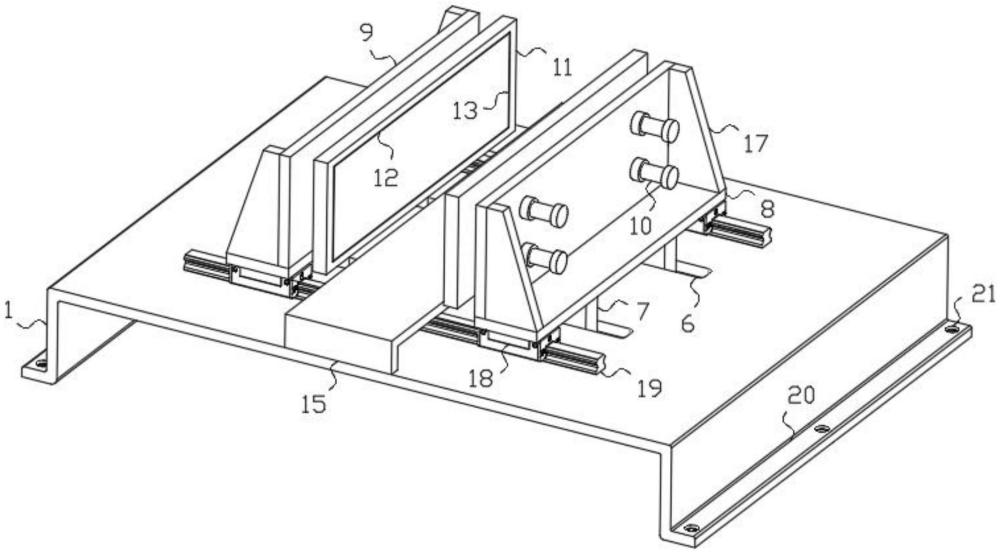
2、本实用新型中的一种锂电池注液加热静置工装夹具,包括u型支撑架,所述u型支撑架下端一侧设有电机,所述电机旋转轴与双向螺纹杆固定连接,所述双向螺纹杆远离电机一侧通过连接杆与u型支撑架活动连接,所述双向螺纹杆两端均设有活动块,所述u型支撑架上端两侧均开设有通槽,所述活动块上方两侧均设有连接板,位于所述u型支撑架同一侧的两个连接板上方贯穿通槽与固定板固定连接,所述固定板靠近u型支撑架一侧设有立板,所述立板中部插接有四个矩阵排布的导向杆,所述导向杆靠近u型支撑架一侧与压板固定连接,所述压板远离导向杆一侧中部开设有安装槽,所述安装槽中部固定安装有电热板,所述u型支撑架上方中部设有u型支撑板。
3、上述方案中,所述导向杆远离压板一端设有限位块。
4、上述方案中,所述立板靠近固定板一侧两端均设有加强板,所述加强板下方与固定板固定连接。
5、上述方案中,所述固定板下方两侧均设有滑块,所述u型支撑架上方设有与滑块相匹配的导轨。
6、上述方案中,所述u型支撑架下方两侧均设有安装板,所述安装板上设有多个等距排布的安装孔。
7、上述方案中,所述导向杆位于压板与立板之间套接有弹簧。
8、本实用新型的优点和有益效果在于:本实用新型提供一种锂电池注液加热静置工装夹具,在活动块的带动下,连接板以及固定板也随之移动,在两个固定板相互靠近时,两个压板也随之靠近,通过两个压板之间的相互配合,使得压板可对锂电池进行稳定的夹持,电热板在进行工作时,电热板可对锂电池进行加热,从而达到对胶体烘干的目的,通过弹簧的弹力可对压板对锂电池的压力进行缓冲,避免了锂电池因受到压力过大而损坏的现象发生。该种工装夹具结构简单,操作方便,烘干稳定性好,可对不同尺寸的锂电池进行干夹持,有效的提高了锂电池加热静置的工作效率。
技术特征:
1.一种锂电池注液加热静置工装夹具,包括u型支撑架(1),其特征在于,所述u型支撑架(1)下端一侧设有电机(2),所述电机(2)旋转轴与双向螺纹杆(3)固定连接,所述双向螺纹杆(3)远离电机(2)一侧通过连接杆(4)与u型支撑架(1)活动连接,所述双向螺纹杆(3)两端均设有活动块(5),所述u型支撑架(1)上端两侧均开设有通槽(6),所述活动块(5)上方两侧均设有连接板(7),位于所述u型支撑架(1)同一侧的两个连接板(7)上方贯穿通槽(6)与固定板(8)固定连接,所述固定板(8)靠近u型支撑架(1)一侧设有立板(9),所述立板(9)中部插接有四个矩阵排布的导向杆(10),所述导向杆(10)靠近u型支撑架(1)一侧与压板(11)固定连接,所述压板(11)远离导向杆(10)一侧中部开设有安装槽(12),所述安装槽(12)中部固定安装有电热板(13),所述u型支撑架(1)上方中部设有u型支撑板(15)。
2.根据权利要求1所述的一种锂电池注液加热静置工装夹具,其特征在于,所述导向杆(10)远离压板(11)一端设有限位块(16)。
3.根据权利要求1所述的一种锂电池注液加热静置工装夹具,其特征在于,所述立板(9)靠近固定板(8)一侧两端均设有加强板(17),所述加强板(17)下方与固定板(8)固定连接。
4.根据权利要求1所述的一种锂电池注液加热静置工装夹具,其特征在于,所述固定板(8)下方两侧均设有滑块(18),所述u型支撑架(1)上方设有与滑块(18)相匹配的导轨(19)。
5.根据权利要求1所述的一种锂电池注液加热静置工装夹具,其特征在于,所述u型支撑架(1)下方两侧均设有安装板(20),所述安装板(20)上设有多个等距排布的安装孔(21)。
6.根据权利要求1所述的一种锂电池注液加热静置工装夹具,其特征在于,所述导向杆(10)位于压板(11)与立板(9)之间套接有弹簧(14)。
技术总结
本技术公开了一种锂电池注液加热静置工装夹具,包括U型支撑架,所述U型支撑架下端一侧设有电机,所述电机旋转轴与双向螺纹杆固定连接,所述双向螺纹杆两端均设有活动块,所述活动块上方两侧均设有连接板,位于所述U型支撑架同一侧的两个连接板上方贯穿通槽与固定板固定连接,所述固定板靠近U型支撑架一侧设有立板,所述立板中部插接有四个矩阵排布的导向杆,所述导向杆与压板固定连接,所述压板中部开设有安装槽,所述安装槽中部固定安装有电热板。该种工装夹具结构简单,烘干稳定性好,可对不同尺寸的锂电池进行干夹持,有效的提高了锂电池加热静置的工作效率。
技术研发人员:阮小育,梁满
受保护的技术使用者:宁德新中远电子科技有限公司
技术研发日:20240621
技术公布日:2025/4/6
- 还没有人留言评论。精彩留言会获得点赞!