一种电芯贴胶装置及电池生产流水线的制作方法
本申请涉及电池领域,具体涉及一种电芯贴胶装置及电池生产流水线。
背景技术:
1、电池作为新能源汽车核心部件,其安全性能备受关注,如何生产出高安全可靠性的电池至关重要。电池由正极极片、隔膜、负极极片通过卷绕或叠片工艺制成电芯。
2、相关技术中,电芯在完成封装后需要在其外层包覆mylar膜提高其自身的绝缘能力,而由于电芯底部存在角位,角位处mylar膜会出现角位包覆不全的情况。对于此,现有技术有通过在mylar膜包覆后,再在电芯的底部设置绝缘带,以通过绝缘带将电芯底部的四个角位进行包覆。然而,目前底部包覆绝缘带主要还是通过纯手工进行包裹,存在包覆效率低的问题。
技术实现思路
1、本申请提供一种电芯贴胶装置及电池生产流水线,可以对电芯底面四个拐角处的角位进行全部包覆,解决了相关技术中纯手工包裹电芯的角位,导致电芯角位处包覆密封性差,产品质量参差不齐以及包覆效率低的问题。
2、第一方面,本申请实施例提供一种电芯贴胶装置,其包括:
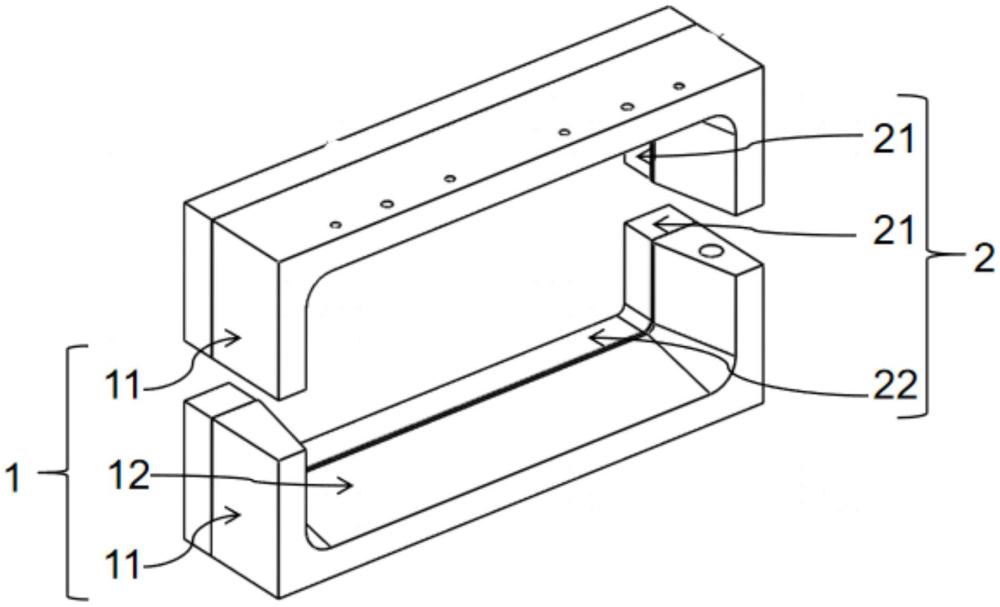
3、第一整形块,所述第一整形块上开设有第一矩形整形孔,所述第一矩形整形孔的孔壁的角位处呈倒圆角设置,沿所述第一矩形整形孔的一端至另一端方向,所述第一矩形整形孔的横截面逐渐缩小,所述第一矩形整形孔内径最小的一端的横截面面积和电芯贴胶的一端横截面面积相等;第一矩形整形孔允许所述电芯自其贴胶的一端开始穿过第一矩形整形孔。
4、结合第一方面,在一种实施方式中,第一整形块的一侧固定有第二整形块,所述第二整形块开设有第二矩形整形孔,所述第二矩形整形孔的一端与所述第一矩形整形孔内径最小的一端贴合且连通,且所述第二矩形整形孔的一端横截面面积和所述第一矩形整形孔内径最小的一端横截面面积相等。
5、结合第一方面,在一种实施方式中,所述电芯贴胶装置还包括:
6、第一工作台,沿所述第一矩形整形孔的一端至另一端方向,所述第一工作台设置于所述第一矩形整形孔的横截面较大的一侧,所述第一工作台固定有两个承接条,两个所述承接条用于支撑并导向电芯移动;
7、第一气缸顶推块,所述第一气缸顶推块的一端设置于所述第一工作台,另一端作用在所述电芯上;且所述第一气缸顶推块可推动电芯贴胶的一端移入所述第一矩形整形孔内。
8、结合第一方面,在一种实施方式中,所述电芯贴胶装置还包括:
9、两个第二气缸顶推块,两个所述第二气缸顶推块设置于所述第一工作台,两个所述第二气缸顶推块的伸缩方向互为相反,且两个所述第二气缸顶推块用于推动电芯贴胶的一端居中于所述第一矩形整形孔的横截面区域内。
10、结合第一方面,在一种实施方式中,所述电芯贴胶装置还包括:
11、第二工作台,所述第二工作台设置有两个第三气缸顶推块;
12、第一整形块包括:
13、两个第一凹形板体,两个所述第一凹形板体分别与两个所述第三气缸顶推块一一对应,并分别与对应的所述第三气缸顶推块固定;
14、当两个所述第三气缸顶推块推动两个所述第一凹形板体相互贴合时,两个所述第一凹形板体形成所述第一矩形整形孔。
15、结合第一方面,在一种实施方式中,第三气缸顶推块的两端滑动安装于所述第二工作台。
16、结合第一方面,在一种实施方式中,所述电芯贴胶装置还包括:
17、第三工作台,沿所述第一矩形整形孔的一端至另一端方向,所述第三工作台设置于所述第一矩形整形孔的横截面较小的一侧,所述第三工作台设置有两个第四气缸顶推块,两个所述第四气缸顶推块的伸缩方向互为相反,且两个所述第四气缸顶推块之间设置有铝壳;
18、沿所述第一矩形整形孔的一端至另一端方向,所述铝壳的开口朝向所述第一矩形整形孔。
19、结合第一方面,在一种实施方式中,所述电芯贴胶装置还包括:
20、两个垫板,两个垫板固定于所述第三工作台,且两个所述垫板用于支撑所述铝壳。
21、结合第一方面,在一种实施方式中,所述电芯贴胶的一端为所述电芯的底面,所述电芯的底面两端均覆盖有第一绝缘胶带,所述第一绝缘胶带设置有一体成型的第二绝缘胶带,所述第二绝缘胶带覆盖于所述电芯的侧面;
22、沿所述电芯的两个大面间隔方向,所述第一绝缘胶带和所述第二绝缘胶带的两端均设置有一体成型的第三绝缘胶带;所述第一绝缘胶带上的所述第三绝缘胶带和所述第二绝缘胶带上的所述第三绝缘胶带之间也为一体成型;
23、沿所述电芯的两个大面间隔方向,所述第一绝缘胶带上的所述第三绝缘胶带超出所述电芯的底面设置,所述第二绝缘胶带上的所述第三绝缘胶带超出所述电芯的侧面设置。
24、第二方面,本申请实施例提供了一种电池生产流水线,其包括如以上一些实施例中所述的电芯贴胶装置。
25、本申请实施例提供的技术方案带来的有益效果包括:
26、将电芯贴胶的一端(所指的是电芯底面覆盖有绝缘胶带的一端)从第一矩形整形孔的一端移入,并穿过第一矩形整形孔的另一端,在电芯移动的过程中,因沿第一矩形整形孔的一端至另一端方向,第一矩形整形孔的横截面逐渐缩小,可以使绝缘胶带慢慢对电芯底面四个拐角处的角位进行全部包覆,且因第一矩形整形孔的四周呈倒圆角设置,可以改善绝缘胶带被第一矩形整形孔的棱边挤压破坏的问题。能便捷实现电芯角位全包覆,在下道工序入壳过程中会自动因为电芯与铝壳的挤压实现完全包裹角位,从而确保后期铝壳角位不在发生腐蚀风险,解决了相关技术中通过纯手工包裹电芯的角位,导致电芯角位处包覆密封性差,产品质量参差不齐,包覆效率低的问题。
技术特征:
1.一种电芯贴胶装置,其特征在于,其包括:
2.如权利要求1所述的电芯贴胶装置,其特征在于,
3.如权利要求1所述的电芯贴胶装置,其特征在于,
4.如权利要求3所述的电芯贴胶装置,其特征在于,
5.如权利要求1所述的电芯贴胶装置,其特征在于,
6.如权利要求5所述的电芯贴胶装置,其特征在于,
7.如权利要求1所述的电芯贴胶装置,其特征在于,
8.如权利要求7所述的电芯贴胶装置,其特征在于,
9.如权利要求1所述的电芯贴胶装置,其特征在于,
10.一种电池生产流水线,其特征在于,其包括如权利要求1-9任一项所述的电芯贴胶装置。
技术总结
一种电芯贴胶装置及电池生产流水线,电芯贴胶装置包括:第一整形块,所述第一整形块的一侧开设有第一矩形整形孔,所述第一矩形整形孔的孔壁的角位处呈倒圆角设置,沿所述第一矩形整形孔的一端至另一端方向,所述第一矩形整形孔的横截面逐渐缩小,所述第一矩形整形孔内径最小的一端的横截面面积和电芯贴胶的一端横截面面积相等。采用贴胶装置对电芯的底部贴胶,解决了相关技术中通过纯手工包裹电芯的角位,导致电芯角位处包覆密封性差,产品质量参差不齐,包覆效率低的问题。
技术研发人员:蔡林生,吴仕明
受保护的技术使用者:瑞浦兰钧能源股份有限公司
技术研发日:20240624
技术公布日:2025/4/10
- 还没有人留言评论。精彩留言会获得点赞!