电池壳体、电池及电池模组的制作方法
本技术涉及电池,特别涉及一种电池壳体、电池及电池模组。
背景技术:
1、现有技术中方壳电池一般通过激光焊接完成电池上盖和下壳的封装,焊接工艺要求高,定位精度高,焊缝接头还可能存在气孔、裂纹、炸点和焊缝凸起等缺陷,对于较薄的电池壳体使用焊接封装时焊接变形大,若用普通的胶水粘接进行固定,胶水涂布的速度则太慢,导致生产效率低下,并且胶水容易涂抹得不均匀,甚至有些地方没有胶水而导致密封性不良,使电池中的电解液泄漏,存在短路的风险。
技术实现思路
1、本实用新型的主要目的为提供一种电池壳体及电池,旨在解决电池壳体使用胶水涂布封装的效率太低与涂布不均匀的技术问题。
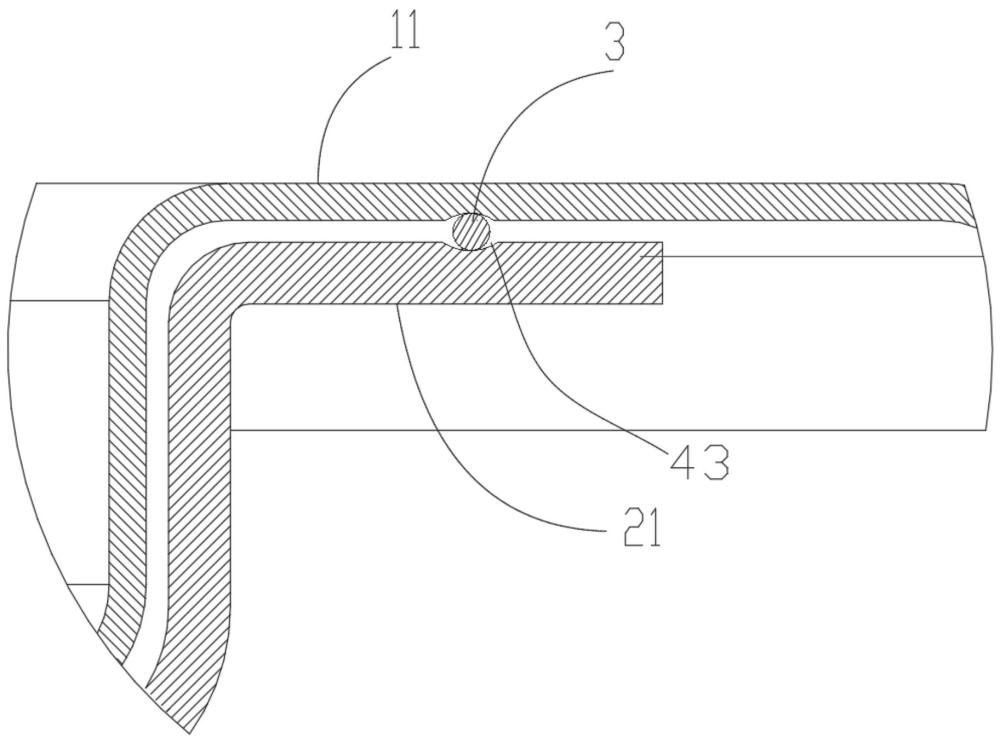
2、为了实现上述实用新型目的,本实用新型第一方面提出一种电池壳体,包括上壳和下壳,所述上壳盖合于所述下壳上,所述上壳的周向边缘形成有上卷边,所述下壳的周向边缘形成有下卷边,所述上卷边和所述下卷边相互叠置,所述上卷边和所述下卷边之间设有含胶件,所述含胶件包含胶衣和包裹在所述胶衣内的胶黏剂,所述上卷边和所述下卷边卷绕形成卷边部。
3、进一步地,所述含胶件为胶条。
4、进一步地,所述胶条为柔性条,所述胶条的首端和尾端相交。
5、进一步地,所述上卷边和/或所述下卷边设有用于定位所述胶条的定位凹槽,所述胶条置于所述定位凹槽内。
6、进一步地,所述胶黏剂为阻燃胶。
7、进一步地,所述胶衣为柔性膜。
8、进一步地,所述卷边部中远离卷绕方向的第一层卷边和第二层卷边之间设有所述含胶件。
9、进一步地,所述卷边部与所述上壳的周向边缘和所述下壳的周向边缘之间设有延伸部,所述延伸部朝远离所述下壳的方向弯折凸出。
10、进一步地,所述上壳为铝制的一体成型件;所述下壳为铝制的一体成型件。
11、本实用新型第二方面提出一种电池,包括上述任一实施例所述的电池壳体,还包括卷芯,所述卷芯置于所述电池壳体内。
12、本实用新型第三方面提出一种电池模组,包括多个如上述实施例所述的电池。
13、有益效果:
14、本实用新型的电池壳体,通过上壳的周向边缘形成有上卷边,下壳的周向边缘形成有下卷边,且上卷边和下卷边相互叠置卷绕形成卷边部,所述上卷边和所述下卷边之间设有含胶件,所述含胶件包含胶黏剂;所述上卷边和所述下卷边进行卷绕封边时,所述含胶件受到卷绕的力被挤压导致破裂,使所述含胶件内的胶黏剂流出,填充于所述上卷边和所述下卷边之间,以此实现密封,电池壳体卷绕封边时只需将含胶件放置在上卷边和下卷边之间,上卷边和下卷边在卷绕时含胶件即可顺其自然地受到卷绕所带来的挤压力,提高了封装的速度,生产效率大幅提升;并且,胶黏剂流出后填充于上卷边和下卷边之间,不容易出现不均匀的情况,降低漏液的风险。
技术特征:
1.一种电池壳体,其特征在于,包括上壳和下壳,所述上壳盖合于所述下壳上,所述上壳的周向边缘形成有上卷边,所述下壳的周向边缘形成有下卷边,所述上卷边和所述下卷边相互叠置,所述上卷边和所述下卷边之间设有含胶件,所述含胶件包含胶衣和包裹在所述胶衣内的胶黏剂;所述上卷边和所述下卷边卷绕形成卷边部。
2.根据权利要求1所述的电池壳体,其特征在于,所述含胶件为胶条。
3.根据权利要求2所述的电池壳体,其特征在于,所述胶条为柔性条,所述胶条的首端和尾端相交。
4.根据权利要求2所述的电池壳体,其特征在于,所述上卷边和/或所述下卷边设有用于定位所述胶条的定位凹槽,所述胶条置于所述定位凹槽内。
5.根据权利要求2所述的电池壳体,其特征在于,所述胶黏剂为阻燃胶。
6.根据权利要求2-5中任一项所述的电池壳体,其特征在于,所述胶衣为柔性膜。
7.根据权利要求1-5中任一项所述的电池壳体,其特征在于,所述卷边部中远离卷绕方向的第一层卷边和第二层卷边之间设有所述含胶件。
8.根据权利要求7所述的电池壳体,其特征在于,所述卷边部与所述上壳的周向边缘和所述下壳的周向边缘之间设有延伸部,所述延伸部朝远离所述下壳的方向弯折凸出。
9.根据权利要求1所述的电池壳体,其特征在于,所述上壳为铝制的一体成型件;所述下壳为铝制的一体成型件。
10.一种电池,其特征在于,包括如权利要求1至9中任一项所述的电池壳体,还包括卷芯,所述卷芯置于所述电池壳体内。
11.一种电池模组,其特征在于,包括多个如权利要求10所述的电池。
技术总结
本技术公开了一种电池壳体、电池及电池模组,电池壳体通过上壳的周向边缘形成有上卷边,下壳的周向边缘形成有下卷边,且上卷边和下卷边相互叠置卷绕,所述上卷边和所述下卷边之间设有含胶件,所述含胶件包含胶衣和包裹在所述胶衣内的胶黏剂;所述上卷边和所述下卷边进行卷绕封边时,所述含胶件受到卷绕的力被挤压导致破裂,使所述含胶件内的胶黏剂流出,填充于所述上卷边和所述下卷边之间,以此实现密封,只需将含胶件放置在上卷边和下卷边之间,上卷边和下卷边在卷绕时含胶件即可顺其自然地受到挤压,提高了封装的速度,生产效率大幅提升;并且,胶黏剂流出后填充于上卷边和下卷边之间,不容易出现不均匀的情况,降低了漏液的风险。
技术研发人员:姜蔚然,陈剑伟,陈泰星,李水源,孙威
受保护的技术使用者:孚能科技(赣州)股份有限公司
技术研发日:20240719
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!