一种电机槽楔安装装置的制作方法
1.本实用新型涉及一种电机槽楔安装装置,更具体的地说,是涉及一种电机槽楔安装装置。
背景技术:
2.目前,电机传统槽楔安装方式为手持锤子和尼龙板、层压板等其他材质板材敲打,此种作业方式主要存在以下不足:
3.1、在敲打过程中,槽楔承受较大冲击力,由于槽楔本身强度、硬度较差,容易出现槽楔变形、损伤的现象,并存在线圈端部绝缘层被敲击导致破损的风险;
4.2、安装过程中,需手工敲打数十至数百组槽楔,槽楔数量共数百至数千根,作业效率低;
5.3、敲打安装作业动作单一重复,员工劳动强度大,存在身体损伤风险。
技术实现要素:
6.本实用新型针对现有技术中的不足,提供了一种电机槽楔安装装置,以解决现有技术问题。
7.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
8.一种电机槽楔安装装置,包括槽楔安装工装和气动推入工具,所述槽楔安装工装前端可紧贴在槽楔上端,所述气动推入工具前端与槽楔安装工装后端相连,所述气动推入工具后端与进气管相连。
9.优选的,所述槽楔安装工装的前部设有用于将处于槽外区域槽楔推入的a面和用于将处于槽内区域槽楔推入的b面,所述a面呈槽口状,所述b面呈台阶状。
10.优选的,所述进气管上设有用于调节气动推入工具气压的调压阀。
11.优选的,所述槽楔安装工装材质为高硬度刚性材料。
12.优选的,所述槽楔安装工装材质为钢。
13.优选的,所述气动推入工具为气动高频冲击工具。
14.本实用新型的优点在于:
15.本实用新型的槽楔安装方法操作简单,在进行电机槽楔安装时,操作简单,无需敲打槽楔,能够更好的保证槽楔安装质量,降低员工的劳动强度,提高作业效率,降低生产成本,本实用新型设计合理,符合市场需求,适合推广。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,以下将对实施例或现有技术描述中所需要使用的附图进行论述,显然,在结合附图进行描述的技术方案仅仅是本实用新型的一些实施例,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图所示实施例得到其它的实施例及其附图。
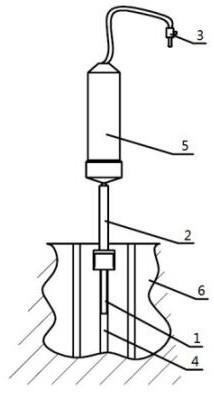
17.图1是本实用新型原理图;
18.图2是本实用新型槽楔安装工装正面示意图;
19.图3是本实用新型槽楔安装工装俯视图;
20.图4是本实用新型槽楔安装工装侧视图。
具体实施方式
21.以下将结合附图对本实用新型各实施例的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中所述的实施例,本领域普通技术人员在不需要创造性劳动的前提下所得到的所有其它实施例,都在本实用新型所保护的范围内。
22.如图1至图4所示,一种电机槽楔安装装置,包括槽楔安装工装2和气动推入工具5,所述槽楔安装工装2前端可紧贴在槽楔上端,所述气动推入工具5前端与槽楔安装工装2后端相连,所述气动推入工具5后端与进气管相连,所述槽楔安装工装2的前部设有用于将处于槽外区域槽楔推入的a面和用于将处于槽内区域槽楔推入的b面,所述a面呈槽口状,所述b面呈台阶状,所述进气管上设有用于调节气动推入工具5气压的调压阀3,所述槽楔安装工装2材质为高硬度刚性材料,所述槽楔安装工装2材质为钢,所述气动推入工具5为气动高频冲击工具。
23.电机槽楔安装方法,包括以下步骤:
24.步骤一、选择槽楔安装工装2,槽楔安装工装可根据不同的槽楔1进行选择;
25.步骤二、通过调整调压阀3,确定合适的气压值;
26.步骤三、将槽楔1前端插入铁芯槽410-100mm后,再将槽楔安装工装2的a面槽口贴紧在槽楔1端部;
27.步骤四、启动气动推入工具5,对气动推入工具5手动施加平行于槽楔1推入方向的压力,在气动推入工具5推入冲击力的作用下,槽楔1由铁芯槽4的槽外向槽内推入,当槽楔1置于铁芯槽4外的长度小于20-50mm后,暂停推入;
28.步骤五、将槽楔安装工装(2)的b面贴紧槽楔1,启动气动推入工具5,对气动推入工具5手动施加平行于槽楔1推入方向的压力,在气动推入工具5推入冲击力的作用下,槽楔1逐渐推入铁芯槽4内,将槽楔1推入10-100mm或推至铁芯槽(4)底部后,暂停推入并插入下一根槽楔1;
29.步骤六、重复步骤一至步骤五,直到将同一组内余下的槽楔1依次推入铁芯槽4后,再通过槽楔安装工装2的b面对槽楔1突出铁芯6的长度进行精整;
30.所述气动推入工具5的推入冲击力,可以通过调整调压阀3的气压值进行变化,以适应不同电机、不同铁芯槽4的槽楔1安装,气压值一般为0.2-0.7mpa;
31.所述槽楔安装工装2材质为高硬度刚性材料,比如钢等,槽楔安装工装2具有a、b两面,a面呈槽口状,用于将处于槽外区域槽楔1的推入,b面呈台阶状,用于将处于槽内区域槽楔1的推入;
32.所述槽楔安装工装2与气动推入工具5通过机械夹紧可拆卸相连,通过更换不同槽楔安装工装2,实现不同槽楔1的安装;
33.所述气动推入工具5为气动高频冲击工具,能提供槽楔1推入所需高频冲击力,所
述气动高频冲击工具的冲击频率为80-120hz。
34.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的。本实用新型的范围由所附权利要求进行限定,而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
35.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种电机槽楔安装装置,其特征在于,包括槽楔安装工装(2)和气动推入工具(5),所述槽楔安装工装(2)前端可紧贴在槽楔上端,所述气动推入工具(5)前端与槽楔安装工装(2)后端相连,所述气动推入工具(5)后端与进气管相连。2.根据权利要求1所述的一种电机槽楔安装装置,其特征在于,所述槽楔安装工装(2)的前部设有用于将处于槽外区域槽楔推入的a面和用于将处于槽内区域槽楔推入的b面,所述a面呈槽口状,所述b面呈台阶状。3.根据权利要求1所述的一种电机槽楔安装装置,其特征在于,所述进气管上设有用于调节气动推入工具(5)气压的调压阀(3)。4.根据权利要求1所述的一种电机槽楔安装装置,其特征在于,所述槽楔安装工装(2)材质为高硬度刚性材料。5.根据权利要求1所述的一种电机槽楔安装装置,其特征在于,所述槽楔安装工装(2)材质为钢。6.根据权利要求1所述的一种电机槽楔安装装置,其特征在于,所述气动推入工具(5)为气动高频冲击工具。
技术总结
本实用新型公开了一种电机槽楔安装装置,包括槽楔安装工装和气动推入工具,所述槽楔安装工装前端可紧贴在槽楔上端,所述气动推入工具前端与槽楔安装工装后端相连,所述气动推入工具后端与进气管相连,本实用新型的槽楔安装方法操作简单,在进行电机槽楔安装时,操作简单,无需敲打槽楔,能够更好的保证槽楔安装质量,降低员工的劳动强度,提高作业效率,降低生产成本。产成本。产成本。
技术研发人员:车三宏 郭泽方 陈国旗 徐海阳 刘清发 吕骏 袁春龙
受保护的技术使用者:江苏中车电机有限公司
技术研发日:2021.08.11
技术公布日:2022/5/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1