便捷通用的电机转子表贴式磁钢装配工装及装配方法与流程
1.本发明涉及一种电机转子表贴式磁钢装配工装,特别涉及一种便捷通用的电机转子表贴式磁钢的装配工装及其装配方法。
背景技术:
2.船用永磁同步电动机的转子为磁性转子,转子磁钢为表贴式结构;在生产现场,对转子进行表贴磁钢块进行装配时,由于每个磁极槽内的同极性磁钢块靠近时,两磁钢块之间的排斥力很强,直接造成了磁钢块表贴困难;同时,又由于转子铁芯表面的磁槽深度仅为1毫米左右,相邻两磁极中的异性磁极块的吸引力,还容易造成表贴推进中的磁极块,容易发生侧翻;磁性转子磁钢块表贴的现有操作过程是:在转子端部连接一个铝制的槽钢,在铝制槽钢的端部设置有个固定丝杠螺母的端板,在丝杠螺母的端板上,螺接有一根丝杠,将磁钢块放置到铝槽中,通过旋转丝杠,使丝杠推动铝槽中的磁钢块进入到转子铁芯表面的磁槽中,依靠人工手工将磁钢一块块推至磁钢槽内,再通过丝杠顶住磁钢块,以抵消同极的磁钢块间的排斥力,然后,在每块磁钢块上安装磁钢盒罩体,将每块磁钢块限位固定在转子表面上;该种磁钢的表贴方法,存在现场工人操作劳动强度大,磁钢块表贴效率低的缺陷,特别是磁极较多时,上述缺陷更加明显,所用工装拆装繁琐,费时耗力;如何提高表贴效率,并开发一种通用磁钢块的表贴工装,成为电机生产工艺中需要解决的一个问题。
技术实现要素:
3.本发明提供了一种便捷通用的电机转子表贴式磁钢装配工装及装配方法,解决了如何提高磁钢块的表贴效率,并开发一种通用的磁钢块表贴工装的技术问题。
4.本发明是通过以下技术方案解决以上技术问题的:本发明的总体构思:设计一个隔磁铝制的方形滑筒,将该方形滑筒固定在一个倾斜的三角形支架上,在三角形支架的底端两侧,设置支架固定块,利用转子铁芯表面磁槽两端已有的磁钢盒罩体的螺接螺孔,通过支架固定块上的长条孔,将带有方形滑筒的三角形支架固定连接在磁钢表贴位置一侧的定子铁芯表面上,将表贴的磁钢块,放入隔磁铝制的方形滑筒中,磁钢块通过方形滑筒滑落到磁槽中的表贴位置后,安装该块磁钢块的磁钢盒罩体,将表贴好的磁钢块固定;然后,将带有方形滑筒的三角形支架,沿磁钢槽向后移动到第二块表贴磁钢位置后侧,再将第二块磁钢块放入到方形滑筒中,如此反复,完成该磁钢槽内全部的磁钢块的表贴。
5.一种便捷通用的电机转子表贴式磁钢装配工装,包括转子铁芯、直角三角形支架和第一块磁钢块,在转子铁芯上,设置有磁钢块表贴磁槽,在磁钢块表贴磁槽的前后两侧的转子铁芯表面上,等间隔地设置有磁钢盒罩体连接螺孔,在直角三角形支架底端的前后两侧,固定连接有支架固定块,在支架固定块上,开口朝右,设置有u形槽孔,在u形槽孔与支架固定块下方的磁钢盒罩体连接螺孔之间,设置有支架固定螺栓,在直角三角形支架的倾斜面上,固定连接有铝制的方形滑筒,在方形滑筒的下端出口的前后两侧,均设置有铝制的水
平t形挡板,第一块磁钢块是从方形滑筒的上端口放入到方形滑筒中的,第一块磁钢块,是通过方形滑筒,滑落到直角三角形支架右侧的磁钢表贴位置上的。
6.在直角三角形支架的立板上,设置有丝杠立板螺接螺孔,在方形滑筒的倾斜下底板上,设置有丝杠下底板螺接螺孔,在丝杠立板螺接螺孔与丝杠下底板螺接螺孔之间,螺接有水平方向的丝杠;直角三角形支架的底角为45度。
7.一种便捷通用的电机转子表贴式磁钢装配工装的磁钢块表贴方法,其特征在于以下步骤:第一步、将直角三角形支架放置在表贴磁钢极所对应的磁钢块表贴磁槽上的第一块磁钢块表贴位置的左侧,将支架固定螺栓穿接在u形槽孔与支架固定块下方的磁钢盒罩体连接螺孔之间,将直角三角形支架固定;第二步、将第一块磁钢块放置到方形滑筒的上端口中,由于方形滑筒为铝制,具有隔磁作用,第一块磁钢块顺着方形滑筒滑落到磁钢块表贴磁槽中的第一块磁钢块表贴位置上;第三步、将直角三角形支架的固定螺栓拆除后,再将直角三角形支架向左移动到第二块磁钢块的表贴位置左侧的磁钢块表贴磁槽上,并且使u形槽孔的槽底与此时的支架固定块下方的磁钢盒罩体连接螺孔之间,具有距离间隙;将支架固定螺栓穿接在u形槽孔与磁钢盒罩体连接螺孔之间,将直角三角形支架固定;第四步、将磁钢盒罩体放置在第一块磁钢块上,将磁钢盒罩体固定螺栓,穿过磁钢盒罩体固定耳上的螺栓孔后,与磁钢盒罩体固定耳正下方的磁钢盒罩体连接螺孔螺接在一起,将第一块磁钢块限位固定;第五步、将第二块磁钢块放置到方形滑筒的上端口中,第二块磁钢块顺着方形滑筒滑落到磁钢块表贴磁槽中的第二块磁钢块表贴位置上,由于第一块磁钢块与第二块磁钢块之间存在排斥力,使第一块磁钢块与第二块磁钢块之间存在间隙;第六步、将丝杠,从左向右,穿接在丝杠立板螺接螺孔与丝杠下底板螺接螺孔之间,旋转丝杠,使丝杠的右端顶接在第二块磁钢块的左侧立面上,继续旋转丝杠,丝杠克服两磁钢块之间的排斥力,将第二块磁钢块与第一块磁钢块对接连接在一起,然后,将第二个磁钢盒罩体安装在第二块磁钢块上,将第二块磁钢块限位固定;第七步、反向旋转丝杠,使丝杠的右端退出丝杠下底板螺接螺孔,然后,拆除直角三角形支架的固定螺栓,再将直角三角形支架向左移动到第三块磁钢块的表贴位置左侧的磁钢块表贴磁槽上;如此反复,完成该磁钢块表贴磁槽中全部磁钢块的表贴安装工作。
8.当对所述的磁钢块表贴磁槽中全部磁钢块表贴完成后,开始在与磁钢块表贴磁槽间隔的另一道磁钢块表贴磁槽中,进行磁钢块表贴工作。
9.本发明的工装结构简单,大大缩短了磁钢表贴时的推移距离,提高了工效,降低劳动强度,可适用于各种电机的磁钢表贴。
附图说明
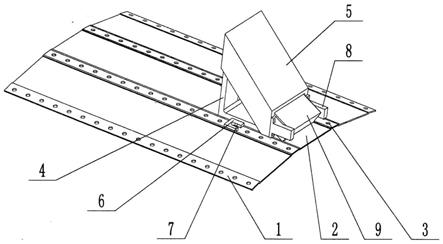
10.图1是本发明在对第一块磁钢块9进行表贴时的结构示意图;图2是本发明在对第二块磁钢块15进行表贴时的结构示意图;图3是本发明的丝杠17在对第一块磁钢块9与第二块磁钢块15靠接时的结构示意
图;图4是本发明的直角三角形支架4与方形滑筒5的结构示意图;图5是本发明的磁钢盒罩体12的结构示意图;图6是本发明的第一块磁钢块9的结构示意图。
具体实施方式
11.下面结合附图对本发明进行详细说明:一种便捷通用的电机转子表贴式磁钢装配工装,包括转子铁芯1、直角三角形支架4和第一块磁钢块9,在转子铁芯1的外圆表面上,设置有磁钢块表贴磁槽2,磁钢块表贴磁槽2是沿左右方向,等间隔弧度并列设置的;在每条磁钢块表贴磁槽2的前后两侧的转子铁芯表面上,也就是相邻的两条磁钢块表贴磁槽2之间的转子铁芯表面上,等间隔地设置有磁钢盒罩体连接螺孔3,在直角三角形支架4底端的前后两侧,固定连接有支架固定块6,在支架固定块6上,开口朝右,设置有u形槽孔7,在u形槽孔7与支架固定块6下方的磁钢盒罩体连接螺孔3之间,设置有支架固定螺栓,在直角三角形支架4的倾斜面上,固定连接有铝制的方形滑筒5,铝制的方形滑筒5具有隔磁功能,磁钢块放置其中后,像滑滑梯似的,可自由下滑;在方形滑筒5的下端出口的前后两侧,均设置有铝制的水平t形挡板8,该两个平行挡板可起到将两挡板之间的磁钢与相邻磁槽中的磁钢隔离的作用,以避免两挡板之间正在安装的磁钢发生侧翻;第一块磁钢块9是从方形滑筒5的上端口放入到方形滑筒5中的,第一块磁钢块9,是通过方形滑筒5,滑落到直角三角形支架4右侧的磁钢表贴位置上的;当第一块磁钢块9滑出方形滑筒5的出口时,转子铁芯即对第一块磁钢块9产生吸力,使第一块磁钢块9加速顺着磁钢块表贴磁槽2到位,在此过程中两平行的水平t形挡板8也起到限位的作用。
12.在直角三角形支架4的立板上,设置有丝杠立板螺接螺孔10,在方形滑筒5的倾斜下底板上,设置有丝杠下底板螺接螺孔11,在丝杠立板螺接螺孔10与丝杠下底板螺接螺孔11之间,螺接有水平方向的丝杠17;直角三角形支架4的底角为45度,经过反复试验验证了:方形滑筒5的倾斜角度为45度,最适合磁钢的装配。
13.一种便捷通用的电机转子表贴式磁钢装配工装的磁钢块表贴方法,其特征在于以下步骤:第一步、将直角三角形支架4放置在表贴磁钢极所对应的磁钢块表贴磁槽2上的第一块磁钢块9表贴位置的左侧,将支架固定螺栓穿接在u形槽孔7与支架固定块6下方的磁钢盒罩体连接螺孔3之间,将直角三角形支架4固定;第二步、将第一块磁钢块9放置到方形滑筒5的上端口中,由于方形滑筒5为铝制,具有隔磁作用,第一块磁钢块9顺着方形滑筒5滑落到磁钢块表贴磁槽2中的第一块磁钢块9表贴位置上;第三步、将直角三角形支架4的固定螺栓拆除后,再将直角三角形支架4向左移动到第二块磁钢块15的表贴位置左侧的磁钢块表贴磁槽2上,并且使u形槽孔7的槽底与此时的支架固定块6下方的磁钢盒罩体连接螺孔3之间,具有距离间隙16;将支架固定螺栓穿接在u形槽孔7与磁钢盒罩体连接螺孔3之间,将直角三角形支架4固定;第四步、将磁钢盒罩体12放置在第一块磁钢块9上,将磁钢盒罩体固定螺栓,穿过磁钢盒罩体固定耳13上的螺栓孔14后,与磁钢盒罩体固定耳13正下方的磁钢盒罩体连接螺
孔3螺接在一起,将第一块磁钢块9限位固定;第五步、将第二块磁钢块15放置到方形滑筒5的上端口中,第二块磁钢块15顺着方形滑筒5滑落到磁钢块表贴磁槽2中的第二块磁钢块15表贴位置上,由于第一块磁钢块9与第二块磁钢块15之间存在排斥力,使第一块磁钢块9与第二块磁钢块15之间存在间隙;第六步、将丝杠17,从左向右,穿接在丝杠立板螺接螺孔10与丝杠下底板螺接螺孔11之间,旋转丝杠,使丝杠17的右端顶接在第二块磁钢块15的左侧立面上,继续旋转丝杠17,丝杠17克服两磁钢块之间的排斥力,将第二块磁钢块15与第一块磁钢块9对接连接在一起,然后,将第二个磁钢盒罩体12安装在第二块磁钢块15上,将第二块磁钢块15限位固定;第七步、反向旋转丝杠17,使丝杠17的右端退出丝杠下底板螺接螺孔11,然后,拆除直角三角形支架4的固定螺栓,再将直角三角形支架4向左移动到第三块磁钢块的表贴位置左侧的磁钢块表贴磁槽2上;如此反复,完成该磁钢块表贴磁槽2中全部磁钢块的表贴安装工作;本发明是通过步进式位移隔磁的铝制支架和方形滑筒,实现了将数百块磁钢快捷表贴到电机转子表面上的,最大程度地实现了每块磁钢表贴到位时的隔磁,从而降低了磁钢表贴时磁力的干扰,降低了磁钢受磁力吸引和排斥所造成的表贴难度。
14.当对所述的磁钢块表贴磁槽2中全部磁钢块表贴完成后,开始在与磁钢块表贴磁槽2间隔的另一道磁钢块表贴磁槽中,进行磁钢块表贴工作,磁钢盒罩体12的两端的磁钢盒罩体固定耳13是对角形设置的,当间隔的两磁钢块表贴磁槽2中全部磁钢块表贴完成后,直角三角形支架4能方便地设置在已完成装配的两磁钢块表贴槽之间的磁钢块表贴槽中,进行磁钢块安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1