一种杯形绕组上漆包线的绕线工艺的制作方法
1.本发明涉及一种线圈绕组的绕线工艺,尤其涉及一种杯形绕组上漆包线的绕线工艺。
背景技术:
2.杯形绕组呈空心圆筒状,其外部套设有圆筒状的定子铁芯,由杯形绕组从定子铁芯一端插入定子铁芯内形成装配结构。当前市场的杯形线圈绕组主要有以下几种结构:
3.(1)、卷绕式-斜线段+直线段结合;
4.(2)、斜绕式-90
°
或180
°
对角斜线段;
5.(3)、菱形式-上下等边斜线段;
6.采用上述几种杯形线圈绕组在绕线工艺上普遍存在制程工艺复杂的问题。
技术实现要素:
7.本发明要解决的技术问题,在于提供一种操作简单的杯形绕组上漆包线的绕线工艺。
8.本发明是这样实现的:
9.本发明的杯形绕组上漆包线的绕线工艺,具体包括如下步骤:
10.步骤一、将线圈缠绕至绕线装置上,且线圈的两个自由端处均留有一定长度的接线头;
11.步骤二、装置预热后启动绕线,所述绕线装置的转盘外周间隔设置加热区及非加热区,使线圈沿周向间隔分成加热段和非加热段;在绕线的过程中,叠加的多股线圈由于加热的作用粘合在一起;
12.步骤三、直至线圈的数量满足绕组所需,停止装置,卸下线圈;
13.步骤四、线圈经过加热,加热段硬化,而非加热段仍保留漆包线的易弯折性能,将各非加热段弯折,形成单相线圈绕组,且每相绕组仅有1个位于内侧和1个位于外侧的接线端。
14.进一步地:
15.所述步骤二中,所述绕线装置的转速为10转/分钟-18转/分钟。
16.所述步骤三中,绕完规定圈数后,转盘停止转动,此时线圈继续在转盘上加热20秒至30秒后,卸下线圈。该操作是为了实现线圈的最佳硬化要求,如果不继续加热会产生线圈硬化不到位的问题。
17.所述步骤四中,所述弯折为90
°
向上弯折,从而沿周向形成u型波浪状线圈绕组。
18.本发明具有如下优点:本发明的绕线工艺简单,且在绕线的同时实现线圈的粘合,既可避免常规线圈绕制过程中造成的散乱,还有利于线圈定型。另外,利用弯折工具对常规未加热线圈进行弯折,折弯后的导线部位易出现较大扭曲变形,且导线漆膜破损较严重,人员操作也比较费力。本发明通过对绕线转盘进行间隔加热的设置,使弯折顺利完成且不损
伤线圈,提高弯折效率,且加热段仍保持硬化状态,不破坏绕组整体结构。
附图说明
19.下面参照附图结合实施例对本发明作进一步的说明。
20.图1为本发明的绕线装置的结构示意图。
21.图2为图1转动变化后的结构示意图。
22.图3为半圆转盘的结构示意图。
23.图4为图3向内收缩变化后的结构示意图。
24.图5为绕制后的线圈。
25.图6为弯折后的线圈绕组。
具体实施方式
26.本发明的杯形绕组上漆包线的绕线工艺,具体包括如下步骤:
27.步骤一、将线圈缠绕至绕线装置上,且线圈的两个自由端处均留有一定长度的接线头;
28.步骤二、装置预热后启动绕线,所述绕线装置的转盘外周上间隔设置加热区及非加热区,使线圈沿周向间隔分割成加热段和非加热段;在绕线的过程中,叠加的多股线圈由于加热的作用粘合在一起;
29.步骤三、直至线圈的数量满足绕组所需,停止装置,卸下线圈;
30.步骤四、线圈经过加热,加热段硬化,而非加热段仍保留漆包线的易弯折性能,将各非加热段弯折,形成单相线圈绕组,且每相绕组仅有1个位于内侧和1个位于外侧的接线端。
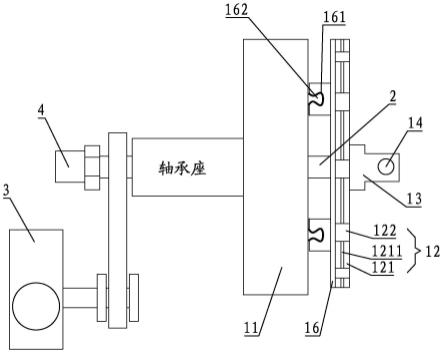
31.为了实现上述工艺,本发明还提供了一种定位绕线装置,如图1-图4所示,包括绕线转盘1、转轴2、驱动转轴2(转轴2通过轴承座固定于工作台上)旋转的电机3(包括驱动电机和减速电机),所述绕线转盘1包括固定套设于所述转轴外的支撑盘11,以及与所述支撑盘11一侧滑动连接的两个对向设置的半圆转盘12,使两个半圆转盘12的间距可调节。所述半圆转盘12沿外周间隔设置加热区121及非加热区122,使线圈100沿周向间隔分割成加热段101和非加热段102(图5)。
32.进一步地,所述加热区121的表面设有线槽1211,使各线槽长度相等、间距也相等。
33.更进一步地,所述加热区121的表面为平面,使该区线圈加热硬化后呈直线段。
34.进一步地,所述非加热区122呈u型,使其上端不接触线圈。
35.进一步地,所述加热区121内对应于所述线槽1211的位置设有至少一根电热丝,所述电热丝通过电线(穿设于中空的转轴内)与所述转轴端部设置的集电环4电连接,通过集电环4实现旋转的转轴2与固定加热电源的电连接。
36.进一步地,所述两个半圆转盘12外侧各设有1个螺杆座13,所述螺杆座13螺纹连接有调节螺杆14,使所述调节螺杆14同时插设于两个螺杆座13内且中部与所述转轴2转动连接;所述调节螺杆14两端的螺纹段呈反向设置,使两个螺纹座13之间的距离可调节。
37.更进一步地,所述两个半圆转盘12中心设有供所述转轴2穿出的缺口123,使两个半圆转盘12收缩时,不受转轴2的阻挡。
38.更进一步地,所述调节螺杆14的两端固定有调节螺母15,利用调节螺杆14上正向和反向螺纹的作用,通过调节螺母15的旋转,使得两个螺纹座13在调节螺杆14上的距离不断缩小或增加。
39.进一步地,所述两个半圆转盘12通过与其配套且固定连接的两个半圆形隔热盘16滑动连接于所述支撑盘11。
40.更进一步地,所述隔热盘16上设有滑动槽161,相应地,所述支撑盘上固定有滑动导轨162,所述滑动槽与所述滑动导轨可滑动连接,且各滑动槽均与所述调节螺杆14平行。
41.所述绕线装置的操作如下:
42.装置先预热至设定温度160-166℃(该加热温度使加热段整体粘贴牢固,漆包线不易散开,同时被加热硬化成型),然后启动绕线。绕线的时候由人工固定一端,然后由装置自动绕圈。绕完规定圈数后,停止转动,绕组在圆盘上继续加热20秒至30秒后,转动调节螺母15,使两个半圆转盘12向中心收缩,完成卸下线圈100并进行弯折,整成空心杯型。
43.折弯后形成的线圈绕组(图6)200沿周向呈u型波浪状,折弯处产生无效段,上无效段201为向内凸起,下无效段202为向外凸起,从而使定子铁芯从绕组上端套入,定位于下端。制成的产品体积小,功率大,可以当做电机使用,功率在1kw到50kw。具体应用如下:
44.(1)纯电动工具:割草机、电锯等;
45.(2)纯电动交通工具:球场接待车、四轮驱动纯电动车等;
46.(3)设备电动车:小型电动挖机、电动铲车等。
47.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
技术特征:
1.一种杯形绕组上漆包线的绕线工艺,其特征在于:包括如下步骤:步骤一、将线圈缠绕至绕线装置上,且线圈的两个自由端处均留有一定长度的接线头;步骤二、装置预热后启动绕线,所述绕线装置的转盘外周间隔设置加热区及非加热区,使线圈沿周向间隔分成加热段和非加热段;在绕线的过程中,叠加的多股线圈由于加热的作用粘合在一起,并使加热段硬化;步骤三、直至线圈的数量满足绕组所需,停止装置,卸下线圈;步骤四、将各非加热段进行弯折,形成单相线圈绕组,且每相绕组仅有1个位于内侧和1个位于外侧的接线端。2.根据权利要求1所述的杯形绕组上漆包线的绕线工艺,其特征在于:所述步骤二中,所述绕线装置的转速为10转/分钟-18转/分钟。3.根据权利要求1所述的杯形绕组上漆包线的绕线工艺,其特征在于:所述步骤三中,绕完规定圈数后,转盘停止转动,线圈继续在转盘上加热20秒至30秒,然后卸下线圈。4.根据权利要求1所述的杯形绕组上漆包线的绕线工艺,其特征在于:所述步骤四中,所述弯折为90
°
向上弯折。5.根据权利要求1所述的杯形绕组上漆包线的绕线工艺,其特征在于:所述绕线装置,包括绕线转盘、转轴、驱动转轴旋转的电机;所述绕线转盘包括固定套设于所述转轴外的支撑盘,以及与所述支撑盘一侧滑动连接的两个对向设置的半圆转盘,使两个半圆转盘的间距可调节;所述半圆转盘沿外周间隔设置加热区和非加热区,使线圈沿周向间隔分成加热段和非加热段。
技术总结
本发明涉及一种线圈绕组的绕线工艺,尤其涉及一种杯形绕组上漆包线的绕线工艺。包括如下步骤:步骤一、将线圈缠绕至绕线装置上;步骤二、装置预热后启动绕线,所述绕线装置的转盘外周间隔设置加热区及非加热区;步骤三、直至线圈的数量满足绕组所需,停止装置,卸下线圈;步骤四、将各非加热段进行弯折,形成单相线圈绕组。本发明的绕线工艺简单,且在绕线的同时实现线圈的粘合,既可避免常规线圈绕制过程中造成的散乱,还有利于线圈定型。另外,本发明通过对绕线转盘进行间隔加热的设置,使弯折顺利完成且不损伤线圈,提高弯折效率,且加热段仍保持硬化状态,不破坏绕组整体结构。不破坏绕组整体结构。不破坏绕组整体结构。
技术研发人员:杨水崇
受保护的技术使用者:福州市联众沃克电机有限公司
技术研发日:2022.07.14
技术公布日:2022/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1