一种马达转子全自动生产流水线的制作方法
1.本实用新型涉及一种马达转子全自动生产流水线。
背景技术:
2.空心杯马达转子的结构,包括绕组、换向器和转轴。绕组是由自粘性聚氨酯漆包线在特制模具上绕制成的杯型圆柱体线圈,所述杯型圆状线圈内表面和外表面都涂有固持绝缘胶,再经高温固化成型;所述换向器与所述杯型圆状线圈相连接,且连接处上涂有固持保护胶水,也经过高温固化成型。由于马达马达转子的精度要求较高,在进行马达转子的大批量生产制作过程中,一般采用全自动化的生产以降低成本且提高生产效率,在实际的使用过程中发现原有的老设备生产不能实现全自动流水,缺少自动化马达转子的绕组的引线整理工序,仍需要人员手工进行操作且转子的定位夹紧装置存在夹紧不牢固的问题,这导致生产的产品精度低且容易导致设备报错,因此急需对现有的生产线进行技术改进。
技术实现要素:
3.为解决上述问题,本实用新型要解决的技术问题是提供一种马达转子全自动生产流水线。
4.本实用新型马达转子全自动生产流水线采用的技术方案: 包括流水线平台、设在所述流水线平台上的绕组料台装置、回型工位传动装置、设在所述绕组料台装置和所述回型工位传动装置之间的料转移装置、绕所述回型工位传动装置设置的换向器置入装置、转子检测装置和成品回收装置,其特征在于还包括设在所述绕组料台装置和所述回型工位传动装置之间的绕组整线装置和料转移第二装置,所述绕组整线装置包括第一旋转装置、第二旋转装置、设在所述第一旋转装置和所述第二旋转装置之间的中间件转移装置、绕所述第一旋转装置设置的理线设备和绕组压平装置、绕所述第二旋转装置设置的绕组第二压平装置,所述第一旋转装置和所述第二旋转装置均包括旋转传动组件、设在所述旋转传动组件上的旋转盘、绕所述旋转盘间隔设置的绕组工装组件、与所述绕组工装组件相对应的绕组工装定位装置;
5.所述绕组工装组件包括绕组工装底座、设在所述绕组工装底座前端的绕组安装柱、设在所述绕组工装底座上的绕组夹块导轨、设在所述绕组安装柱两侧且在所述绕组夹块导轨上滑动的绕组夹块组件;
6.所述绕组夹块组件包括夹紧块和可转动地安装在所述夹紧块上的夹紧块滚轮,所述夹紧块上设有安装柱第一定位头和安装柱第二定位头,所述安装柱第一定位头和所述安装柱第二定位头均设有与所述绕组安装柱相对应的安装柱定位槽。
7.所述绕组工装定位装置包括绕组工装锁止气缸、固定在所述绕组工装锁止气缸上的锁止板安装块、设在所述锁止板安装块上且与所述绕组夹块组件的所述夹紧块滚轮相对应的锁止板。
8.所述绕组安装柱端部绕圆弧间隔设有绕组引线定位槽,所述绕组安装柱上还设有
绕组安装柱切口。
9.所述理线设备包括理线安装盘和绕所述理线安装盘间隔设置的理线爪组件。
10.本实用新型马达转子全自动生产流水线的优点在于:流水线能完成转子装配的一整套流程,功能更加全面,自动化程度更高;绕组的定位更加准确可靠,动作更加稳定,不易出错,生产效率更高。
附图说明
11.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
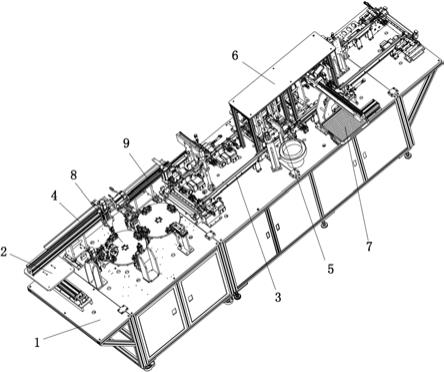
12.图1是本实用新型马达转子全自动生产流水线的结构示意图;
13.图2是本实用新型绕组整线装置的结构示意图;
14.图3是本实用新型第一旋转装置的结构示意图;
15.图4是本实用新型绕组工装组件的结构示意图;
16.图5是本实用新型绕组夹块组件的结构示意图;
17.图6是本实用新型绕组工装定位装置的结构示意图;
18.图7是本实用新型绕组安装柱的结构示意图;
19.图8是本实用新型理线设备的结构示意图。
具体实施方式
20.如图1-6所示,本实用新型涉及的马达转子全自动生产流水线,包括流水线平台1、设在所述流水线平台1上的绕组料台装置2、回型工位传动装置3、设在所述绕组料台装置2和所述回型工位传动装置3之间的料转移装置4、绕所述回型工位传动装置3设置的换向器置入装置5、转子检测装置6和成品回收装置7、设在所述绕组料台装置2和所述回型工位传动装置3之间的绕组整线装置8和料转移第二装置9,料转移装置4将绕组料台装置2的绕组转移到绕组整线装置8工位上,使得绕组的引线得到整理,再通过料转移第二装置9将绕组转移至回型工位传动装置3上,换向器置入装置5将换向器插入到引线整理好的绕组上,再经过转子检测装置6进行转子的通电检测,合格的产品通过成品回收装置7进行收集,该设计使得流水线能完成转子装配的一整套流程,功能更加全面,自动化程度更高。
21.所述绕组整线装置8包括第一旋转装置11、第二旋转装置12、设在所述第一旋转装置11和所述第二旋转装置12之间的中间件转移装置13、绕所述第一旋转装置11设置的理线设备14和绕组压平装置15、绕所述第二旋转装置12设置的绕组第二压平装置16,所述第一旋转装置11和所述第二旋转装置12均包括旋转传动组件20、设在所述旋转传动组件20上的旋转盘21、绕所述旋转盘21间隔设置的绕组工装组件22、与所述绕组工装组件22相对应的绕组工装定位装置23;所述绕组工装组件22包括绕组工装底座25、设在所述绕组工装底座25前端的绕组安装柱28、设在所述绕组工装底座25上的绕组夹块导轨26、设在所述绕组安装柱28两侧且在所述绕组夹块导轨26上滑动的绕组夹块组件27;所述绕组夹块组件27包括夹紧块30和可转动地安装在所述夹紧块30上的夹紧块滚轮31,所述夹紧块30上设有安装柱第一定位头32和安装柱第二定位头33,所述安装柱第一定位头32和所述安装柱第二定位头33均设有与所述绕组安装柱28相对应的安装柱定位槽34,绕组的定位更加准确可靠,动作更加稳定,不易出错,生产效率更高。
22.所述绕组工装定位装置23包括绕组工装锁止气缸36、固定在所述绕组工装锁止气缸36上的锁止板安装块37、设在所述锁止板安装块37上且与所述绕组夹块组件27的所述夹紧块滚轮31相对应的锁止板38,动作稳定可靠。
23.如图7所示,所述绕组安装柱28端部绕圆弧间隔设有绕组引线定位槽39,所述绕组安装柱28上还设有绕组安装柱切口40,有效防止晃动。
24.如图8所示,所述理线设备14包括理线安装盘41和绕所述理线安装盘41间隔设置的理线爪组件42。
25.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均包含在本实用新型的保护范围之内。
技术特征:
1.一种马达转子全自动生产流水线,包括流水线平台(1)、设在所述流水线平台(1)上的绕组料台装置(2)、回型工位传动装置(3)、设在所述绕组料台装置(2)和所述回型工位传动装置(3)之间的料转移装置(4)、绕所述回型工位传动装置(3)设置的换向器置入装置(5)、转子检测装置(6)和成品回收装置(7),其特征在于:还包括设在所述绕组料台装置(2)和所述回型工位传动装置(3)之间的绕组整线装置(8)和料转移第二装置(9),所述绕组整线装置(8)包括第一旋转装置(11)、第二旋转装置(12)、设在所述第一旋转装置(11)和所述第二旋转装置(12)之间的中间件转移装置(13)、绕所述第一旋转装置(11)设置的理线设备(14)和绕组压平装置(15)、绕所述第二旋转装置(12)设置的绕组第二压平装置(16),所述第一旋转装置(11)和所述第二旋转装置(12)均包括旋转传动组件(20)、设在所述旋转传动组件(20)上的旋转盘(21)、绕所述旋转盘(21)间隔设置的绕组工装组件(22)、与所述绕组工装组件(22)相对应的绕组工装定位装置(23);所述绕组工装组件(22)包括绕组工装底座(25)、设在所述绕组工装底座(25)前端的绕组安装柱(28)、设在所述绕组工装底座(25)上的绕组夹块导轨(26)、设在所述绕组安装柱(28)两侧且在所述绕组夹块导轨(26)上滑动的绕组夹块组件(27);所述绕组夹块组件(27)包括夹紧块(30)和可转动地安装在所述夹紧块(30)上的夹紧块滚轮(31),所述夹紧块(30)上设有安装柱第一定位头(32)和安装柱第二定位头(33),所述安装柱第一定位头(32)和所述安装柱第二定位头(33)均设有与所述绕组安装柱(28)相对应的安装柱定位槽(34)。2.根据权利要求1所述的马达转子全自动生产流水线,其特征在于:所述绕组工装定位装置(23)包括绕组工装锁止气缸(36)、固定在所述绕组工装锁止气缸(36)上的锁止板安装块(37)、设在所述锁止板安装块(37)上且与所述绕组夹块组件(27)的所述夹紧块滚轮(31)相对应的锁止板(38)。3.根据权利要求1所述的马达转子全自动生产流水线,其特征在于:所述绕组安装柱(28)端部绕圆弧间隔设有绕组引线定位槽(39),所述绕组安装柱(28)上还设有绕组安装柱切口(40)。4.根据权利要求1所述的马达转子全自动生产流水线,其特征在于:所述理线设备(14)包括理线安装盘(41)和绕所述理线安装盘(41)间隔设置的理线爪组件(42)。
技术总结
本实用新型涉及一种马达转子全自动生产流水线。本实用新型要解决的技术问题是提供一种马达转子全自动生产流水线。本实用新型采用的技术方案:包括流水线平台、绕组料台装置、回型工位传动装置、料转移装置、换向器置入装置、转子检测装置和成品回收装置、绕组整线装置和料转移第二装置,所述绕组整线装置包括第一旋转装置、第二旋转装置、中间件转移装置、理线设备和绕组压平装置、绕组第二压平装置,第一旋转装置和第二旋转装置均包括旋转传动组件、旋转盘、绕组工装组件、绕组工装定位装置。本实用新型的优点在于:流水线能完成转子装配的一整套流程,功能更加全面,自动化程度更高;绕组的定位更加准确可靠,动作更加稳定,不易出错。不易出错。不易出错。
技术研发人员:周冬发 王煜权
受保护的技术使用者:乐清市新业塑胶有限公司
技术研发日:2022.01.12
技术公布日:2022/6/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1