一种硬质扁铜线手动绕线装置的制作方法
1.本实用新型属于航空电机绕线设备领域,具体涉及一种硬质扁铜线手动绕线装置。
背景技术:
2.常见的电机绕组线圈的线材有两种,一种是横截面为圆形的软质漆包线,另一种是有一定厚度和宽度的硬质扁铜线。漆包线的线材较软,线径较小。绕制过程中所需的张力较小,易于实现自动化,目前我国在漆包线绕线上基本实现了全自动化绕线。与漆包线绕制技术相比,硬质扁铜线绕制技术的发展还比较落后,由于扁铜线线径较大,厚度范围为0.5-5mm,宽度能够达到2-25mm,并且由于其线材硬度大,为了保证线圈匝间贴合的紧密性,绕制过程中需要不断进行整形,目前常用的硬质扁铜线手动绕线设备在绕线时易破坏扁铜线的漆层,致使绕组线圈的良品率偏低;并且绕线误差较大,线圈的一致性无法得到可靠保证,容易造成线材的浪费。
技术实现要素:
3.为解决现有硬质扁铜线绕线装置在绕线时易破坏扁铜线的漆层,绕线误差较大的问题,本实用新型提供一种硬质扁铜线手动绕线装置。
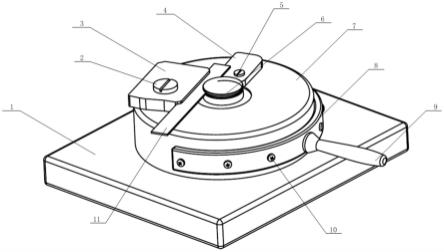
4.为了实现上述目的,本发明通过以下技术方案实现:一种硬质扁铜线手动绕线装置,包括固定底座1、外成型件3、支撑件4、内成型件6、基座7、轴承12、固定轴13组成;所述内成型件6通过螺纹安装在基座7上,基座7上固定安装有外成型件3和支撑件4,基座7下方安装有轴承12,轴承12内圈过盈压装有固定轴13,固定轴13的另一端过盈压装在固定底座1上,硬质扁铜线11搭接在支撑件4上,硬质扁铜线11一侧嵌入内成型件6圆弧槽内,另一侧嵌入外成型件3的圆弧槽内。
5.所述基座7与外成型件3通过a固定螺钉2连接固定,支撑件4通过b固定螺钉5连接固定。
6.所述基座7的一侧固定有手柄固定环8,在手柄固定环8上安装有手柄9。
7.所述内成型件6截面为t形结构,上端开有圆弧槽,圆弧槽边缘处设有圆角,下端通过螺纹固定在固定轴13上。
8.所述外成型件3为板状结构,一侧开有圆弧槽,圆弧槽边缘处设有圆角。
9.所述外成型件3和内成型件6的圆弧槽表面涂有硅胶涂层。
10.本实用新型具有以下优点和有益效果:提出了一种硬质扁铜线手动绕线装置,其中,内成型件上开有凹槽,扁平铜线可以嵌入凹槽内,为了防止扁线受到损伤凹槽内做倒圆角处理,内成型件安装在底座中心位置,外成型件通过沉头螺钉固定在基座一边,同样在外成型件上开有凹槽,扁平铜线通过内、外成型件的凹槽,外成型件在起到成型作用的同时也能够起到压紧的作用,保证了线圈成型的质量,该装置通过内成型件、外成型件、支撑件互相配合,不仅能够提高硬质扁铜线绕线的效率,还能有效避免绕线时损伤漆包线的问题,具
有结构简单,使用和维护方便,生产成本低、通用性强的优点。
附图说明:
11.图1是本实用新型的结构示意图。
12.图2是本实用新型的仰视图。
13.图3是本实用新型的侧视图。
14.图4是本实用新型俯视图。
15.图5是内成型件6结构示意图
16.图6是本实用新型在使用时的工作状态示意图。
17.附图标记说明:1.固定底座、2.a固定螺钉、3.外成型件、4.支撑件、5.b固定螺钉、6.内成型件、7.基座、8.手柄固定环、9.手柄、10.螺钉、11.硬质扁铜线、12.轴承、13.固定轴
具体实施方式:
18.下面结合附图对本实用新型做进一步说明。
19.如图1-4所示,一种硬质扁铜线手动绕线装置,包括固定底座1、外成型件3、支撑件4、内成型件6、基座7、轴承12、固定轴13组成;所述内成型件6通过螺纹安装在基座7上,基座7上通过a固定螺钉2及b固定螺钉5固定安装有外成型件3和支撑件4,基座7下方安装有轴承12,轴承12内圈过盈压装有固定轴13,固定轴13的另一端过盈压装在固定底座1上,硬质扁铜线11搭接在支撑件4上,硬质扁铜线11一侧嵌入内成型件6圆弧槽内,另一侧嵌入外成型件3的圆弧槽内。
20.所述基座7的一侧通过6个螺钉10固定有手柄固定环8,在手柄固定环8上安装有手柄9。
21.如图5所示,所述内成型件6截面为t形结构,上端开有圆弧槽,为了防止扁线受到损伤圆弧槽边缘处设有圆角,并且在表面涂有硅胶涂层,下端通过螺纹固定在固定轴13上。同样所述外成型件3为板状结构,一侧开有圆弧槽,圆弧槽边缘处设有圆角,表面涂抹硅胶涂层。
22.本实用新型公开了一种硬质扁铜线手动绕线装置,下面结合附图6对该装置使用方法做进一步说明。基座7下部装有轴承,轴承内圈过盈压装有固定轴13,固定轴13的另一端过盈压装在固定底座1上,因此当转动手柄时,基座7会转动,当在使用本装置进行硬质扁铜线绕线工作时,先将铜扁线抽出,将一端嵌入外成型件和内成型件的卡槽内,然后转动手柄,带动基座周期规律转动,每5步为一周期,每完成一周期转动后,线圈绕制一圈。最后,根据要求完成多周期绕制后使用剪钳剪断线圈末端,完成一个绕组线圈的绕制。该装置的外成型件3、内成型件6和支撑件4均可拆卸和更换,当需要绕制不同规格的硬质扁铜线时,可根据扁铜线尺寸,对应更换合适的外成型件3、内成型件6和支撑件5。
技术特征:
1.一种硬质扁铜线手动绕线装置,其特征在于,包括固定底座(1)、外成型件(3)、支撑件(4)、内成型件(6)、基座(7)、轴承(12)、固定轴(13)组成;所述内成型件(6)通过螺纹安装在基座(7)上,基座(7)上固定安装有外成型件(3)和支撑件(4),基座(7)下方安装有轴承(12),轴承(12)内圈过盈压装有固定轴(13),固定轴(13)的另一端过盈压装在固定底座(1)上,硬质扁铜线(11)搭接在支撑件(4)上,硬质扁铜线(11)一侧嵌入内成型件(6)圆弧槽内,另一侧嵌入外成型件(3)的圆弧槽内。2.根据权利要求1所述的一种硬质扁铜线手动绕线装置,其特征在于,基座(7)与外成型件(3)通过a固定螺钉(2)连接固定,支撑件(4)通过b固定螺钉(5)连接固定。3.根据权利要求1所述的一种硬质扁铜线手动绕线装置,其特征在于,所述基座(7)的一侧固定有手柄固定环(8),在手柄固定环(8)上安装有手柄(9)。4.根据权利要求1所述的一种硬质扁铜线手动绕线装置,其特征在于,所述内成型件(6)截面为t形结构,上端开有圆弧槽,圆弧槽边缘处设有圆角,下端通过螺纹固定在固定轴(13)上。5.根据权利要求1所述的一种硬质扁铜线手动绕线装置,其特征在于,外成型件(3)为板状结构,一侧开有圆弧槽,圆弧槽边缘处设有圆角。6.根据权利要求1所述的一种硬质扁铜线手动绕线装置,其特征在于,外成型件(3)和内成型件(6)的圆弧槽表面涂有硅胶涂层。
技术总结
本实用新型属于航空电机绕线设备领域,具体涉及一种硬质扁铜线手动绕线装置。包括固定底座、外成型件、支撑件、内成型件、基座、轴承、固定轴组成;内成型件上开有凹槽,扁平铜线可以嵌入凹槽内,为了防止扁线受到损伤凹槽内做倒圆角处理,内成型件安装在底座中心位置,外成型件通过沉头螺钉固定在基座一边,同样在外成型件上开有凹槽,扁平铜线通过内、外成型件的凹槽,外成型件在起到成型作用的同时也能够起到压紧的作用,保证了线圈成型的质量,该装置通过内成型件、外成型件、支撑件互相配合,不仅能够提高硬质扁铜线绕线的效率,还能有效避免绕线时损伤漆包线的问题,具有结构简单,使用和维护方便,生产成本低、通用性强的优点。通用性强的优点。通用性强的优点。
技术研发人员:黄浩杰 刘骅斌 刘思宇
受保护的技术使用者:北京曙光航空电气有限责任公司
技术研发日:2022.09.16
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1