一种改良的罩极电机骨架的制作方法
本技术涉及一种罩极电机,特别涉及一种改良的罩极电机骨架。
背景技术:
1、目前罩极电机骨架结构存在诸多不足:1、线圈与短路铜环之间的绝缘多数采用加大距离或者采用单折页式,加大距离需增加定子铁芯切槽尺寸,降低材料利用率,单折页式骨架装配时需区分方向,拖慢生产节拍;2、骨架无导线槽设计,对绕线设备定位精度要求高,同时漆包线裸露长度长,缺少防护,易造成断线;3、腔体与铁芯安装采用间隙配合,电机高转速运转时会加剧电机的振动,造成噪音问题;4、设置直插槽位,接线端子采用直插方式,装配难度较大。
2、因此,有必要做进一步改进。
技术实现思路
1、本实用新型的目的旨在提供一种结构简单、生产效率高、对绕线设备定位精度要求低、噪音小、实用性强的改良的罩极电机骨架,以克服现有技术中的不足之处。
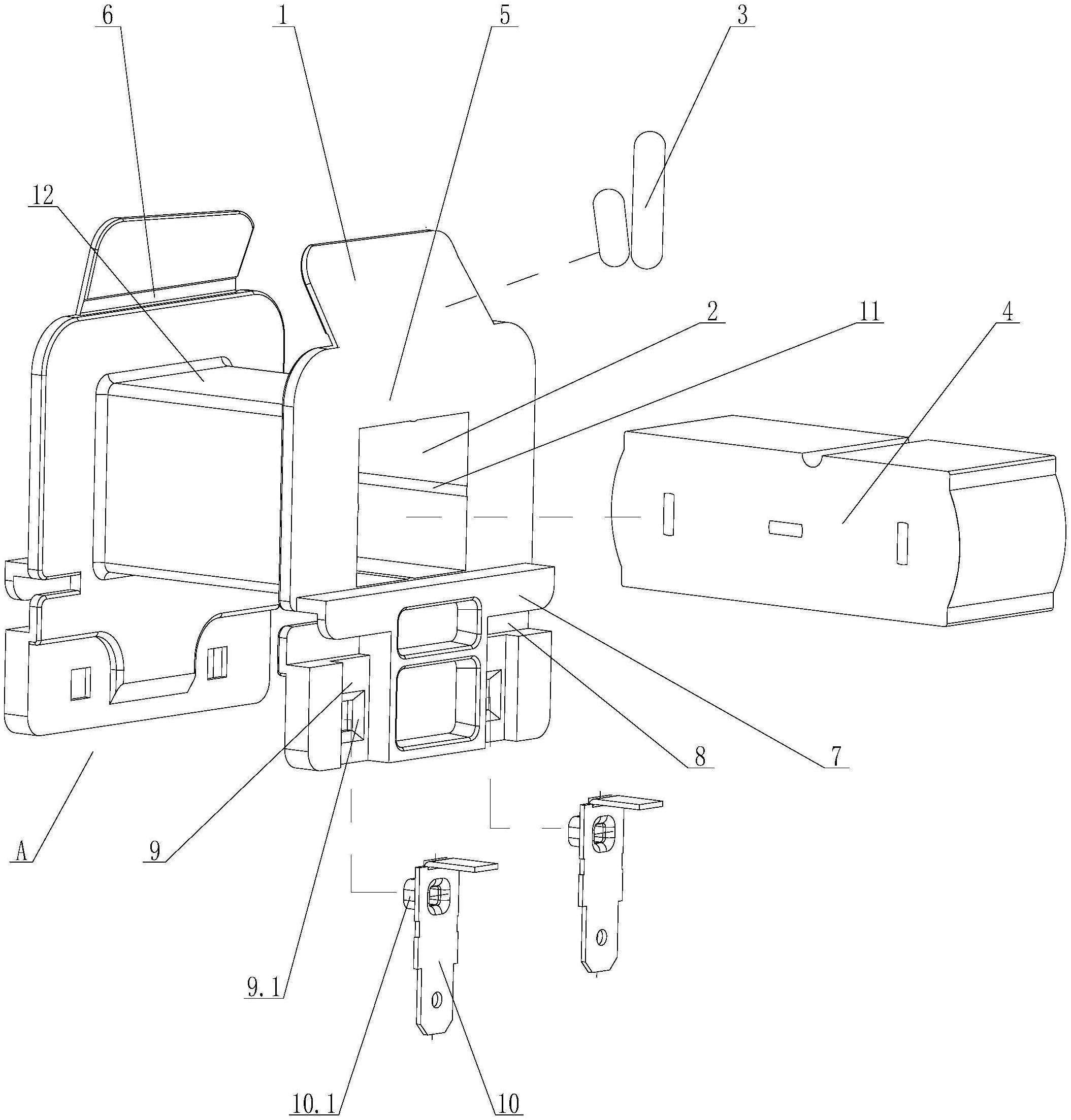
2、按此目的设计的一种改良的罩极电机骨架,其特征在于:骨架两端的上端面一侧分别折弯设置、形成折页部,骨架的绕线槽上绕设有漆包线,罩极电机上设置有铜环,铜环位于折页部的一侧,铜环与漆包线通过折页部隔开,上端面上设置有过线槽,过线槽前方设置有用于漆包线绕线导向的导线槽,骨架上设置有腔体,腔体内安装有铁芯,腔体侧壁上设置有加强筋,铁芯通过加强筋限位设置在腔体内。
3、上端面另一侧设置有端子铆压槽,漆包线的接线端子限位设置在端子铆压槽上。
4、接线端子上设置有定位部,端子铆压槽上设置有定位安装部,定位部定位安装在定位安装部上。
5、折页部与上端面的连接处设置有切槽。
6、折页部相互对称设置在骨架上,折页部的折弯角度为45°~75°。
7、导线槽的两端分别倒圆角或导长斜角设置。
8、加强筋的厚度为0.1mm~0.3mm。
9、加强筋的形状为半圆形或矩形。
10、加强筋设置一对或两对。
11、过线槽、导线槽和端子铆压槽均相互对称设置在骨架上。
12、本实用新型的罩极电机骨架上端面采用双折页式设计,装配时无需区分结构方向,有效提高生产效率,导线槽可对漆包线绕线进行导向,大大降低对绕线设备定位精度要求,而且可减少漆包线裸露长度,可对漆包线进行有效保护,防止挂线、断线,加强筋可对铁芯进行限位,可减少罩极电机高转速运转时骨架的振动,进而减少罩极电机的振动,从而避免噪音问题,接线端子装配时通过端子铆压槽进行限位和定位,防止接线端子铆装时铆偏,降低接线端子装配难度;同时罩极电机骨架适用性强,能满足自动化及半自动化生产需求。
技术特征:
1.一种改良的罩极电机骨架,其特征在于:骨架(a)两端的上端面(5)一侧分别折弯设置、形成折页部(1),骨架(a)的绕线槽(12)上绕设有漆包线,罩极电机上设置有铜环(3),铜环(3)位于折页部(1)的一侧,铜环(3)与漆包线通过折页部(1)隔开,上端面(5)上设置有过线槽(8),过线槽(8)前方设置有用于漆包线绕线导向的导线槽(7),骨架(a)上设置有腔体(2),腔体(2)内安装有铁芯(4),腔体(2)侧壁上设置有加强筋(11),铁芯(4)通过加强筋(11)限位设置在腔体(2)内。
2.根据权利要求1所述的改良的罩极电机骨架,其特征在于:上端面(5)另一侧设置有端子铆压槽(9),漆包线的接线端子(10)限位设置在端子铆压槽(9)上。
3.根据权利要求2所述的改良的罩极电机骨架,其特征在于:接线端子(10)上设置有定位部(10.1),端子铆压槽(9)上设置有定位安装部(9.1),定位部(10.1)定位安装在定位安装部(9.1)上。
4.根据权利要求1所述的改良的罩极电机骨架,其特征在于:折页部(1)与上端面(5)的连接处设置有切槽(6)。
5.根据权利要求1所述的改良的罩极电机骨架,其特征在于:折页部(1)相互对称设置在骨架(a)上,折页部(1)的折弯角度为45°~75°。
6.根据权利要求1所述的改良的罩极电机骨架,其特征在于:导线槽(7)的两端分别倒圆角或导长斜角设置。
7.根据权利要求1所述的改良的罩极电机骨架,其特征在于:加强筋(11)的厚度为0.1mm~0.3mm。
8.根据权利要求1所述的改良的罩极电机骨架,其特征在于:加强筋(11)的形状为半圆形或矩形。
9.根据权利要求1所述的改良的罩极电机骨架,其特征在于:加强筋(11)设置一对或两对。
10.根据权利要求2所述的改良的罩极电机骨架,其特征在于:过线槽(8)、导线槽(7)和端子铆压槽(9)均相互对称设置在骨架(a)上。
技术总结
一种改良的罩极电机骨架,骨架两端的上端面一侧分别折弯设置、形成折页部,骨架的绕线槽上绕设有漆包线,罩极电机上设置有铜环,铜环位于折页部的一侧,铜环与漆包线通过折页部隔开,上端面上设置有过线槽,过线槽前方设置有用于漆包线绕线导向的导线槽,骨架上设置有腔体,腔体内安装有铁芯,腔体侧壁上设置有加强筋,铁芯通过加强筋限位设置在腔体内。本技术的罩极电机骨架上端面采用双折页式设计,装配时无需区分结构方向,有效提高生产效率,导线槽可对漆包线绕线进行导向,大大降低对绕线设备定位精度要求,加强筋可对铁芯进行限位,可减少罩极电机高转速运转时骨架的振动,进而减少罩极电机的振动,从而避免噪音问题。
技术研发人员:洪彬,黄俊
受保护的技术使用者:广东格兰仕集团有限公司
技术研发日:20220923
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!