一种电机端环定位装置的制作方法
本技术属于电机制造,具体涉及一种电机端环定位装置。
背景技术:
1、电机带绕组定子铁心的出线铜排位置控制,是保证电机出线铜排在接线盒中准确接线的关键,是保证电机进行功率输出的关键,因此装配时必须要对带绕组定子铁心的出线铜排位置进行精确定位。
2、现有的定位方法是根据图纸上的端环与出线铜排定位角度换算成铁心槽号,采用记号笔在端环上进行出线铜排焊接位置进行标记,控制出线铜排在端环上的位置无偏差,用记号笔标记出带绕组定子铁心引线与端环焊接相对应的铁心槽号,因铁心槽角度与端环焊接角度是区间匹配,只能保证端环的大概位置无偏差,无法精确控制端环焊接位置。
技术实现思路
1、为解决上述问题,本实用新型公开了一种电机端环定位装置,结构精巧,使用方便,能够对直出铜排与侧出铜排都进行精确定位,确保产品品质。
2、为达到上述目的,本实用新型的技术方案如下:
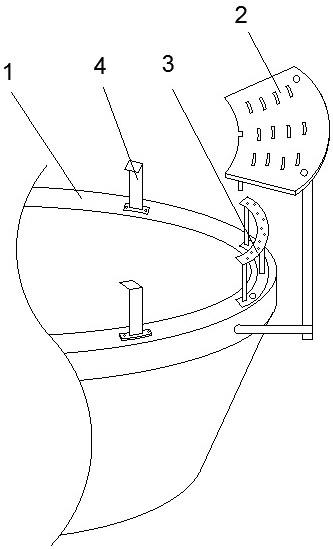
3、一种电机端环定位装置,包括压圈、端环定位工装、定位支撑工装与端环支撑工装,
4、所述压圈设置在定子上方,压圈的上方设有安装孔一与安装孔二,压圈的外侧面设有安装孔三,
5、所述端环定位工装包括水平螺杆、竖向螺杆以及定位板,所述水平螺杆一端连接安装孔三,另一端连接竖向螺杆,所述竖向螺杆上方连接定位板,所述定位板呈扇形,水平设置在压圈上方,定位板上设有若干个铜排插孔;
6、所述定位支撑工装包括上连接板、下连接板以及支撑杆,所述下连接板水平固定在安装孔一上,上连接板水平设置在下连接板上方,上连接板与下连接板之间通过支撑杆连接,所述上连接板上设有铜排定位孔;
7、所述端环支撑工装包括底板与固定板,所述底板固定在安装孔二上,固定板下方设置在底板上,固定板上方向内折弯形成l型。
8、作为本实用新型的一种补充,所述定位板内侧设有定位条。
9、作为本实用新型的一种补充,所述铜排插孔为长条孔。
10、作为本实用新型的一种补充,所述上连接板与下连接板为弧形,其弧度与压圈弧度相同。
11、作为本实用新型的一种补充,所述水平螺杆与竖向螺杆为两组。
12、作为本实用新型的一种补充,所述支撑杆为三根。
13、本实用新型的有益效果为:
14、本实用新型公开了一种电机端环定位装置,通过使用不同的端环定位工装对带绕组定子铁心上方直出铜排与带绕组定子铁心圆周方向侧出铜排都进行精确定位,以此来控制端环上焊接的出线铜排的位置,进行端环及出线铜排的精确定位,保证出线铜排位置无偏差,保证出线铜排能准确的接入接线盒中。
技术特征:
1.一种电机端环定位装置,其特征在于:包括压圈、端环定位工装、定位支撑工装与端环支撑工装,
2.根据权利要求1所述的一种电机端环定位装置,其特征在于:所述定位板内侧设有定位条。
3.根据权利要求1所述的一种电机端环定位装置,其特征在于:所述铜排插孔为长条孔。
4.根据权利要求1所述的一种电机端环定位装置,其特征在于:所述上连接板与下连接板为弧形,其弧度与压圈弧度相同。
5.根据权利要求1所述的一种电机端环定位装置,其特征在于:所述水平螺杆与竖向螺杆为两组。
6.根据权利要求1所述的一种电机端环定位装置,其特征在于:所述支撑杆为三根。
技术总结
本技术公开了一种电机端环定位装置,包括压圈、端环定位工装、定位支撑工装与端环支撑工装,所述压圈设置在定子上方,压圈的上方设有安装孔一与安装孔二,压圈的外侧面设有安装孔三,本技术通过使用不同的端环定位工装对带绕组定子铁心上方直出铜排与带绕组定子铁心圆周方向侧出铜排都进行精确定位,以此来控制端环上焊接的出线铜排的位置,进行端环及出线铜排的精确定位,保证出线铜排位置无偏差,保证出线铜排能准确的接入接线盒中。
技术研发人员:何越,颜丝,陈国旗,祝令帅
受保护的技术使用者:江苏中车电机有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!