接合结构体及其制造方法、以及电线用外装体与流程
本发明涉及接合结构体及其制造方法、以及电线用外装体。
背景技术:
1、在布设于车辆等的布线束的外周,为了保护布线束免受外力伤害而使用电线用外装体。电线用外装体通过覆盖电线的外周侧来保护电线免受外力伤害。
2、作为这样的保护布线束的电线用外装体,例如在专利文献1、2中记载了将热塑性树脂发泡片弯折而形成筒状的收容部的、安装于电线外周的电线用外装体。
3、其中,专利文献1的电线用外装体以下述方式构成:具备沿着电线的延伸方向延伸、并形成收容电线的收容部的多个壁部,这些多个壁部具有外侧盖壁部、与该外侧盖壁部叠合并被接合的内侧盖壁部、和与该内侧盖壁部的两端邻接的侧壁部,并且由两端的侧壁部支承内侧盖壁部。
4、另外,专利文献2的电线用外装体中,构成收容部的壁部具备形成有突部的第一壁部和形成有孔部的第二壁部。此处,收容部以下述方式构成:上述突部及孔部中的至少一者变形而使该突部插入该孔部,从而使第一壁部与第二壁部卡合。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2019-13107号公报
8、专利文献2:日本特开2020-89041号公报
技术实现思路
1、发明所要解决的课题
2、在专利文献1、2所记载的电线用外装体中,通过将热塑性树脂发泡片等树脂板的板面叠合并接合、或者使形成于树脂板的突部和孔部卡合,从而形成筒状的收容部。
3、对此,若能够在不将树脂板的板面叠合的情况下接合树脂板,则能够减少为形成电线用外装体等的接合结构体所需的树脂板的面积,因此在削减材料成本方面是优选的。另外,若能够在不在树脂板上形成突部及孔部的情况下接合树脂板,则在形成电线用外装体等的接合结构体时的操作工序变少,在操作性提高的方面是优选的。
4、上述情况并不限于电线用外装体,也适用于由发泡树脂形成的第一树脂与由非发泡树脂或发泡树脂形成的第二树脂接合而成的其他接合结构体。
5、本发明的目的在于,提供一种接合结构体及其制造方法、以及使用了接合结构体的电线用外装体,该接合结构体即使在不为了接合而设置过多的树脂板部分的情况下也能够将树脂板彼此接合,并且接合树脂板时的操作性也优异。
6、用于解决课题的手段
7、本申请的发明人发现,作为接合结构体,通过在处于在将由第一树脂形成的第一树脂板的板面部与由第二树脂形成的第二树脂板的端面部对合的状态下通过焊接而形成的接合部的第一树脂板的表面设置焊接凹部、并且在背面的内角设置第一树脂和第二树脂之中至少第一树脂熔融流动并固化而形成的堆焊部分,由此能够在不使树脂板的板面叠合的情况下以优异的操作性接合树脂板,从而完成了本发明。
8、即,本发明的主旨构成如下。
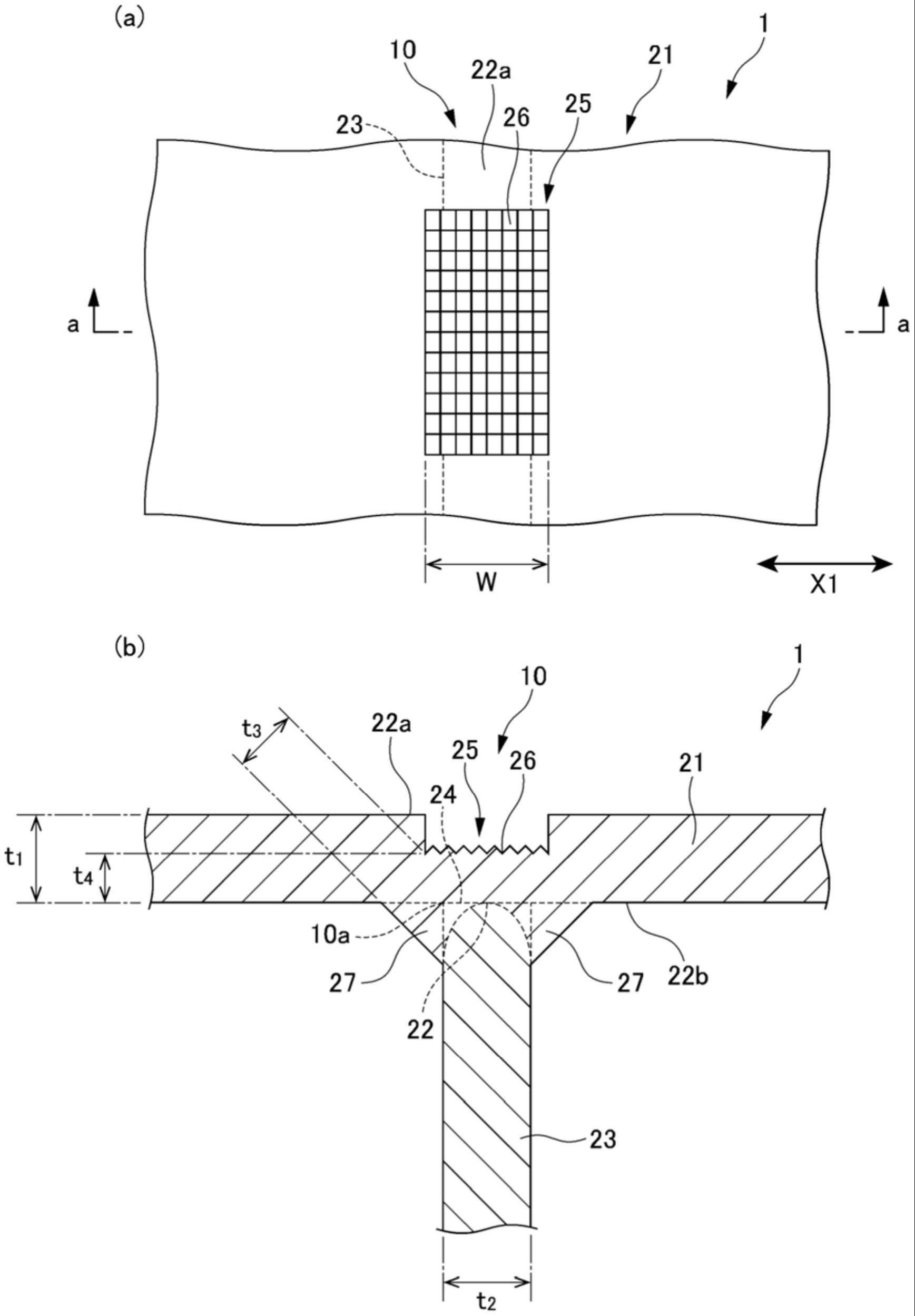
9、(1)一种接合结构体,其具有在将由第一树脂形成的第一树脂板的板面部与由第二树脂形成的第二树脂板的端面部对合的状态下进行焊接而形成的接合部,其中,前述第一树脂为发泡树脂,前述第二树脂为非发泡树脂或发泡树脂,前述接合部在表面具有焊接凹部、在背面的内角具有前述第一树脂和前述第二树脂之中至少前述第一树脂熔融流动并固化而形成的堆焊部分。
10、(2)如上述(1)所述的接合结构体,其中,前述接合部中,在前述焊接凹部的底面位置处进行测定时的、前述第一树脂的最小厚度在0.1mm以上2.0mm以下的范围内。
11、(3)如上述(1)或(2)所述的接合结构体,其中,从前述焊接凹部位置起进行测定时的前述接合部的最小厚度为0.1mm以上。
12、(4)如上述(1)至(3)中任一项所述的接合结构体,其中,前述第一树脂板的板面部与前述第二树脂板的端面部的对合角度在锐角侧测定时在45°以上90°以下的范围内。
13、(5)如上述(1)至(4)中任一项所述的接合结构体,其中,前述第一树脂及前述第二树脂中的一者或两者含有聚丙烯树脂。
14、(6)一种电线用外装体,其为安装于电线的外周的电线用外装体,其中,前述电线用外装体具备上述(1)至(5)中任一项所述的接合结构体。
15、(7)一种带外装体的布线束,其具备布线束和上述(6)所述的电线用外装体,前述电线用外装体安装于前述布线束的外周。
16、(8)一种接合结构体的制造方法,其包括:定位工序,将由第二树脂形成的第二树脂板的端面部以对合于由第一树脂形成的第一树脂板的板面部的背面的状态进行定位并保持;焊接头压抵工序,在将前述第一树脂板的板面部与前述第二树脂板的端面部对合的状态下,从前述第一树脂板的板面部的表面侧压抵焊接头的前端部;接合部形成工序,从前述焊接头振荡出超声波,在将前述第一树脂板的板面部与前述第二树脂板的端面部对合的状态下进行焊接而形成接合部,其中,前述第一树脂为发泡树脂,前述第二树脂为非发泡树脂或发泡树脂,前述接合部在表面具有焊接凹部、在背面的内角具有前述第一树脂和前述第二树脂之中至少前述第一树脂熔融流动并固化而形成的堆焊部分。
17、(9)如上述(8)所述的接合结构体的制造方法,其中,前述焊接头的前端部形成为凸型突起状。
18、(10)如上述(8)或(9)所述的接合结构体的制造方法,其中,前述焊接头的前端部的表面的至少一部分形成为曲面状。
19、(11)如上述(8)至(10)中任一项所述的接合结构体的制造方法,其中,前述焊接头的前端部的表面的至少一部分由多个凹凸形成。
20、发明效果
21、根据本发明,可以提供下述接合结构体及其制造方法、以及使用了接合结构体的电线用外装体,该接合结构体即使在不为了接合而设置过多的树脂板部分的情况下也能够将树脂板彼此接合,并且接合树脂板时的操作性也优异。
技术特征:
1.一种接合结构体,其具有在将由第一树脂形成的第一树脂板的板面部与由第二树脂形成的第二树脂板的端面部对合的状态下进行焊接而形成的接合部,其中,
2.如权利要求1所述的接合结构体,其中,所述接合部中,在所述焊接凹部的底面位置处进行测定时的、所述第一树脂的最小厚度在0.1mm以上2.0mm以下的范围内。
3.如权利要求1或2所述的接合结构体,其中,从所述焊接凹部位置起进行测定时的所述接合部的最小厚度为0.1mm以上。
4.如权利要求1至3中任一项所述的接合结构体,其中,所述第一树脂板的板面部与所述第二树脂板的端面部的对合角度在锐角侧测定时在45°以上90°以下的范围内。
5.如权利要求1至4中任一项所述的接合结构体,其中,所述第一树脂及所述第二树脂中的一者或两者含有聚丙烯树脂。
6.一种电线用外装体,其为安装于电线的外周的电线用外装体,其中,
7.一种带外装体的布线束,其具备布线束和权利要求6所述的电线用外装体,
8.一种接合结构体的制造方法,其包括:
9.如权利要求8所述的接合结构体的制造方法,其中,所述焊接头的前端部形成为凸型突起状。
10.如权利要求8或9所述的接合结构体的制造方法,其中,所述焊接头的前端部的表面的至少一部分形成为曲面状。
11.如权利要求8至10中任一项所述的接合结构体的制造方法,其中,所述焊接头的前端部的表面的至少一部分由多个凹凸形成。
技术总结
本发明提供接合结构体及其制造方法、以及使用了接合结构体的电线用外装体,接合结构体即使在不为了接合而设置过多的树脂板的部分的情况下也能将树脂板彼此接合,并且接合树脂板时的操作性也优异。接合结构体1具有在将由第一树脂形成的第一树脂板21的板面部22与由第二树脂形成的第二树脂板23的端面部24对合的状态下进行焊接而形成的接合部10。该接合结构体1的第一树脂为发泡树脂、第二树脂为非发泡树脂或发泡树脂,接合部10在板面部22的表面22a具有焊接凹部25、在背面22b的内角10a具有第一树脂和第二树脂之中至少第一树脂熔融流动并固化而形成的堆焊部分27。
技术研发人员:须山博史,押野贵志,儿岛直之
受保护的技术使用者:古河电气工业株式会社
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!