磁铁排列方法和转子的制造方法与流程
本发明涉及磁铁排列方法和转子的制造方法。
背景技术:
1、已知一种电动马达,其具备具有线圈的定子和具有磁铁的转子。专利文献1中公开了一种与如下的马达相关的技术,在外转子马达中,该马达能通过增大由永久磁铁产生的磁通量来更有效地利用磁转矩,从而使在同一电流下产生的转矩最大。此外,专利文献2中公开了一种与如下的周期磁场产生装置相关的技术,该周期磁场产生装置具备海尔贝克(halbach)磁铁排列,该海尔贝克磁铁排列具有:多个主磁极永久磁铁,在产生磁场方向上被磁化;副磁极永久磁铁,布置于主磁极永久磁铁之间;以及背磁轭,固定这些永久磁铁。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平11-308793号公报
5、专利文献2:日本特开2007-110822号公报
技术实现思路
1、发明所要解决的问题
2、在制造转子时,需要将多个磁化完成的磁铁排列于转子的规定的场所。作为磁铁的排列方法,已知海尔贝克排列。海尔贝克排列是使向特定的方向的磁场强度最大化的排列。
3、然而,在将多个磁化完成的磁铁一片片地组装来形成海尔贝克排列的情况下,按压磁铁的方向会根据要组装的磁铁的磁极的朝向而发生变化,因此存在组装繁杂这样的问题。
4、鉴于上述问题,本发明的目的在于提供一种能使磁铁的组装变得容易的磁铁排列方法和转子的制造方法。
5、用于解决问题的方案
6、本发明的一个方案的磁铁排列方法是对多个磁化完成的磁铁进行海尔贝克排列的磁铁排列方法,其中,所述磁铁排列方法具备以下工序:以使施加于磁铁的磁力方向朝向第一方向的方式对磁铁进行组合来形成第一磁铁组;以使施加于磁铁的磁力方向朝向作为与所述第一方向相反的方向的第二方向的方式对磁铁进行组合来形成第二磁铁组;以及组装多个所述第一磁铁组和多个所述第二磁铁组。
7、在上述的磁铁排列方法中,以使施加于磁铁的磁力方向朝向第一方向的方式对磁铁进行组合来形成第一磁铁组,以使施加于磁铁的磁力方向朝向第二方向的方式对磁铁进行组合来形成第二磁铁组,组装多个第一磁铁组和多个第二磁铁组,由此形成海尔贝克排列。在此,第一磁铁组的磁力方向和第二磁铁组的磁力方向互为相反朝向,因此在组装第一磁铁组和第二磁铁组时,按压磁铁的方向不会发生变化,因此能使磁铁的组装变得容易。
8、在上述的磁铁排列方法中,也可以设为:构成所述第一磁铁组的磁铁的数量与构成所述第二磁铁组的磁铁的数量不同。由此,能使磁铁的组装变得容易。
9、在上述的磁铁排列方法中,也可以是,所述多个磁化完成的磁铁被海尔贝克排列为环状,在俯视观察排列为所述环状的磁铁时,所述第一方向是朝向排列为所述环状的磁铁的径向内侧的方向,所述第二方向是朝向排列为所述环状的磁铁的径向外侧的方向。由此,在将海尔贝克排列形成为环状时,能使磁铁的组装变得容易。
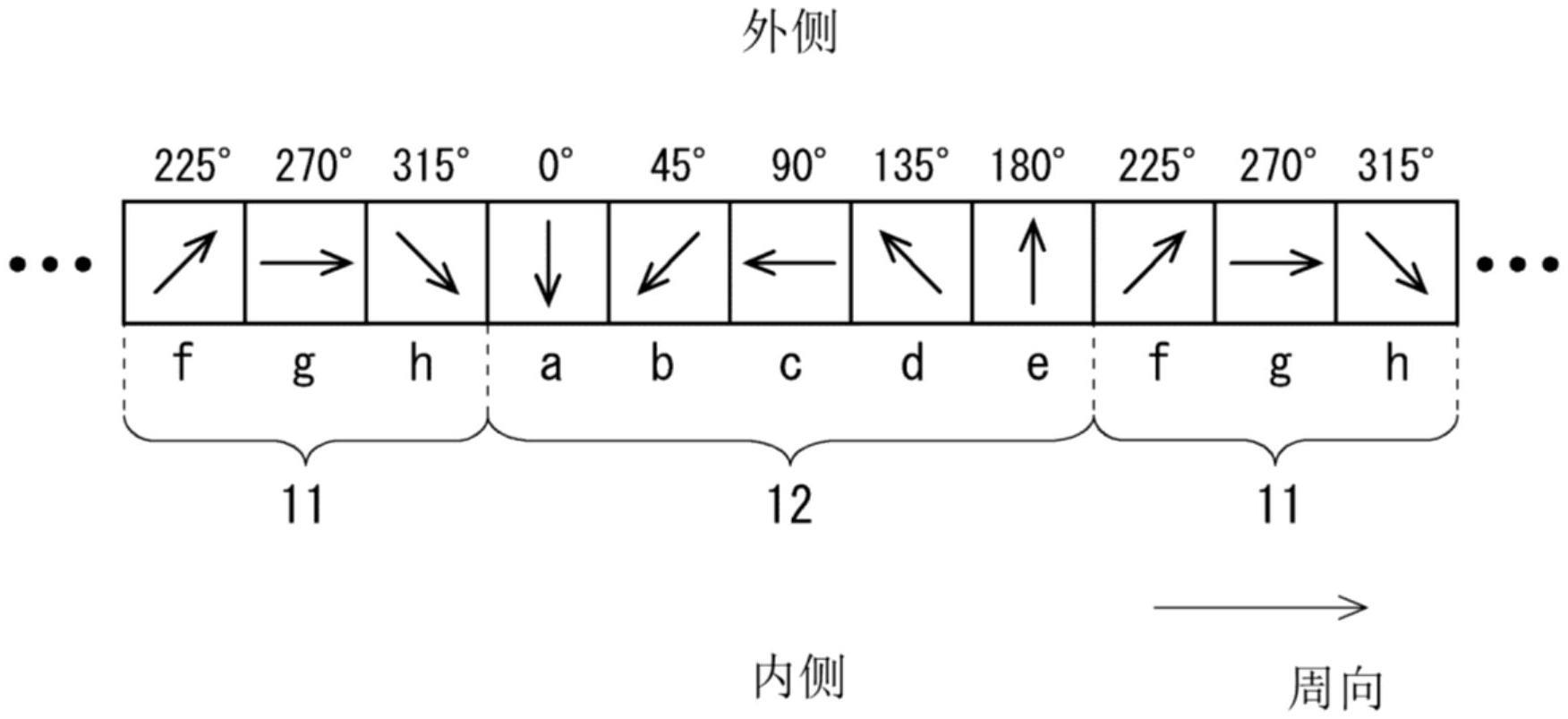
10、在上述的磁铁排列方法中,也可以是,在俯视观察排列为所述环状的磁铁时,所述多个磁化完成的磁铁被布置为各磁铁的磁极的朝向朝着周向依次各旋转45度,在将所述第一方向设为0度的情况下,磁极的朝向为0度、45度、90度、135度、180度的五个磁铁是所述第一磁铁组,磁极的朝向为225度、270度以及315度的三个磁铁是所述第二磁铁组。由此,在将海尔贝克排列形成为环状时,能使磁铁的组装变得容易。
11、在上述的磁铁排列方法中,也可以是,将至少一个所述第一磁铁组与至少一个所述第二磁铁组组合来形成第三磁铁组,在以空开间隔的方式布置了多个所述第三磁铁组之后,将多个所述第一磁铁组分别布置于多个所述第三磁铁组之间来形成环状的海尔贝克排列。由此,在将海尔贝克排列形成为环状时,能使磁铁的组装变得容易。
12、在上述的磁铁排列方法中,也可以是,在俯视观察排列为所述环状的磁铁时,所述多个磁化完成的磁铁被布置为各磁铁的磁极的朝向朝着周向依次各旋转90度,在将所述第一方向设为0度的情况下,磁极的朝向为0度的磁铁是所述第一磁铁组,磁极的朝向为90度、180度以及270度的三个磁铁是所述第二磁铁组。由此,在将海尔贝克排列形成为环状时,能使磁铁的组装变得容易。
13、本发明的一个方案的转子的制造方法是使用上述的磁铁排列方法来在转子的周向上对多个磁化完成的磁铁进行排列的转子的制造方法。由此,在制造转子时,能使磁铁的组装变得容易。
14、发明效果
15、根据本发明,能提供一种能使磁铁的组装变得容易的磁铁排列方法和转子的制造方法。
技术特征:
1.一种磁铁排列方法,对多个磁化完成的磁铁进行海尔贝克排列,其中,所述磁铁排列方法具备以下工序:
2.根据权利要求1所述的磁铁排列方法,其中,
3.根据权利要求1或2所述的磁铁排列方法,其中,
4.根据权利要求3所述的磁铁排列方法,其中,
5.根据权利要求1~4中任一项所述的磁铁排列方法,其中,
6.根据权利要求3所述的磁铁排列方法,其中,
7.一种转子的制造方法,使用如权利要求1~6中任一项所述的磁铁排列方法来在转子的周向上对多个磁化完成的磁铁进行排列。
技术总结
提供一种能使磁铁的组装变得容易的磁铁排列方法。本发明的一个方案的磁铁排列方法是对多个磁化完成的磁铁进行海尔贝克排列的磁铁排列方法,其中,该磁铁排列方法具备以下工序:以使施加于磁铁的磁力方向朝向第一方向的方式对磁铁进行组合来形成第一磁铁组(11);以使施加于磁铁的磁力方向朝向作为与第一方向相反的方向的第二方向的方式对磁铁进行组合来形成第二磁铁组(12);以及组装多个第一磁铁组(11)和多个第二磁铁组(12)。
技术研发人员:佐藤和宏,大田慧
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!