一种拼块式绕组定子装配压装装置和方法与流程
本发明属于定子装配,具体涉及一种拼块式绕组定子装配压装装置和方法。
背景技术:
1、永磁交流伺服电动机的拼块式绕组定子装配中,若干个定子拼块拼成整圆后,内外圆相对机壳内孔的圆度及同轴度要求高,目前该装配技术采用以下两种工艺方法:
2、一种是将带绕组的拼块定子先用工装拼成整圆,在不拆卸工装的前提下,采用激光焊接外圆,再以内孔定位磨削外圆,最后采用热套工艺将焊接磨削好的整体定子压入机壳内,这种方法可以保证热套后带拼块绕组定子的内外圆同轴度及圆度,波形光滑有规律,但一方面焊接可能会造成定子硅钢冲片绝缘保护膜受损或焊接不牢靠,容易造成定子铁芯短路或绕组断路,影响电机性能和产品合格率,另一方面工序相对较多、工装需求数量多,存在制造成本较高及生产效率较低的缺点。
3、另一种工艺方法是将各拼块定子铁心内侧弧面与组合工装芯轴外圆紧密贴合,采用外箍工装将各拼块定子铁心箍紧,再采用热套工艺将拼成整圆的定子铁心压入机壳内,待冷却后将组合工装芯轴取出,此方法针对绕组槽满率较高的定子,容易出现定子铁心内侧弧面与工装芯轴完全不贴合,在外箍过程中容易出现硅钢片径向错位,影响内外圆的圆度及同轴度,同时出现绕组漆皮受损,冷却后,组合工装芯轴脱模相对困难。
技术实现思路
1、本发明提出一种适用于交流伺服电动机的拼块式绕组定子装配压装方法,以解决现有技术中,焊接可能会造成绝缘保护膜受损、焊接不牢靠、易造成定子铁芯断开或绕组断路、铁芯内外圆圆度及同轴度差工序相对复杂、冷却后组合工装芯轴脱模相对困难的问题。
2、为达上述目的,本发明提出技术方案如下:
3、一种拼块式绕组定子装配压装装置,包括定位芯轴,定位保护套,过渡定位收紧套;
4、定位保护套为圆柱形,定位保护套内表面从上到下依次设有定子锥形导向孔、定子收紧孔和定位芯轴孔;
5、定位保护套开孔一侧的边缘设有外止口;
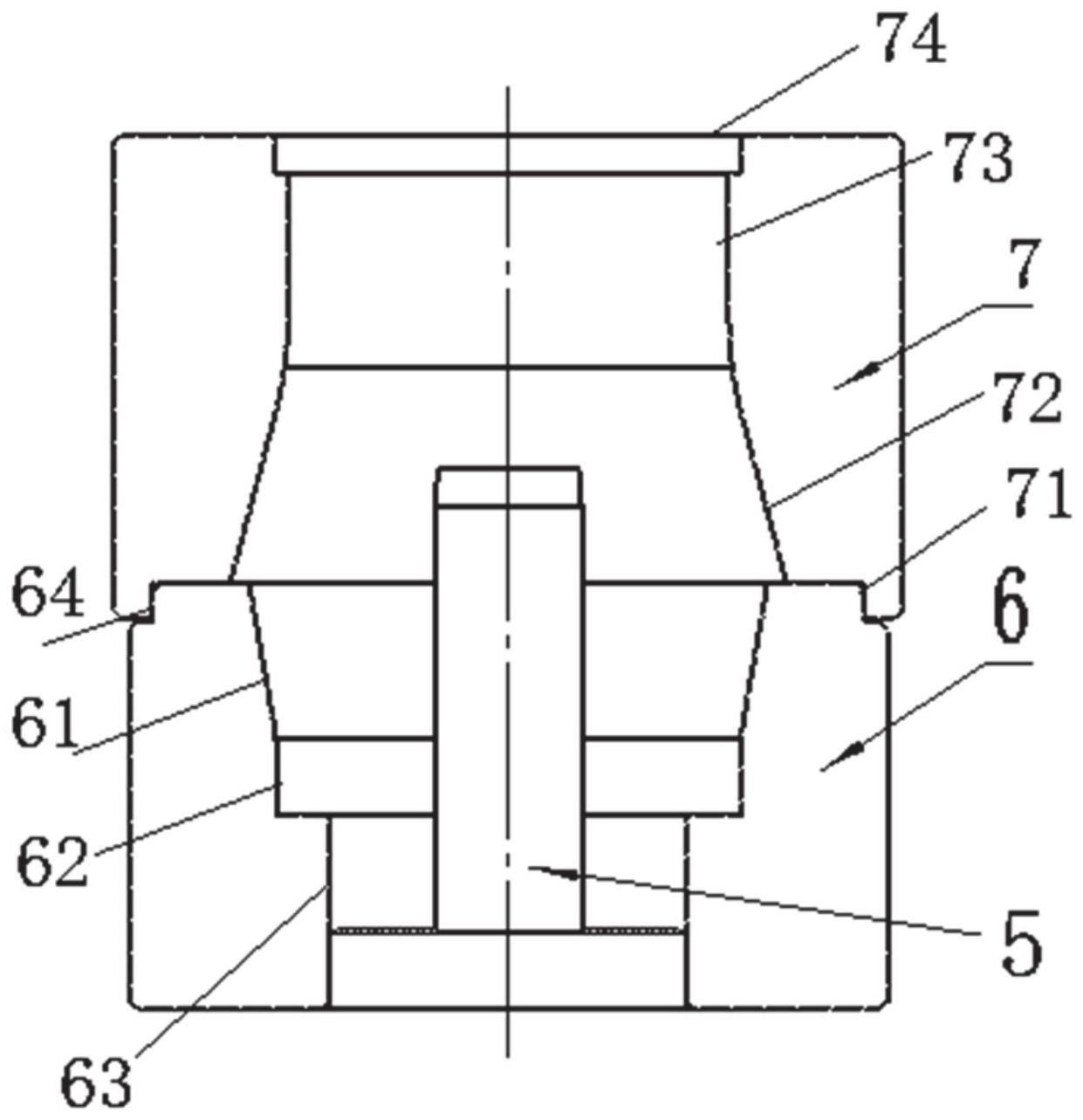
6、过渡定位收紧套为圆柱形,过渡定位收紧套从下到上依次设有内止口、定子第二锥形导向孔、收紧孔和机壳方形止口;
7、定位芯轴设置于定位保护套内的定位芯轴孔上;
8、外止口的尺寸与内止口的尺寸为配合尺寸;
9、机壳方形止口的尺寸与机壳的尺寸为配合尺寸。
10、优选的,所述定位芯轴的一端通过胶粘剂粘连保护垫板。
11、优选的,保护垫板由具有润滑性能的绝缘材料制成,保护垫板的外圆限位尺寸小于机壳内径的尺寸。
12、优选的,过渡定位收紧套的一端与定位保护套配合,过渡定位收紧套的另一端设有方形止口,所述方形凹止口机壳配合。
13、优选的,定子收紧孔为与定位芯轴孔同轴的圆柱形孔,定子锥形导向孔为倒圆锥形孔;
14、定子收紧孔的半径比定位芯轴孔的半径更大,定子锥形导向孔的最小半径等于定子收紧孔的半径。
15、优选的,内止口为圆柱形,定子第二锥形导向孔为倒圆台形,收紧孔为圆柱形,定子第二锥形导向孔最大半径小于内止口半径,定子第二锥形导向孔最小半径等于收紧孔半径;
16、机壳方形止口为方形凹槽,机壳方形止口的边长大于收紧孔的直径。
17、一种拼块式绕组定子装配压装方法,包括如下步骤:
18、步骤一:将定位芯轴安装到定位保护套的定位芯轴孔内,将多个拼块绕组定子拼块贴紧定位保护套的的内壁,并将拼块绕组定子嵌入定子锥形导向孔和定子收紧孔上,得到带绕组的拼块;
19、步骤二:将过渡定位收紧套与定位保护套配合安装,下压定位芯轴将带绕组的拼块整体压入过渡定位收紧套内,取下定位保护套;
20、步骤三:将机壳加热,将机壳加热至机壳的内径尺寸足以容纳全部拼块绕组定子,采用外形止口定位方式,将加热后的机壳安装在过渡定位收紧套的机壳方形止口上,采用压装方式将若干个拼块定子整体压入机壳内,机壳降温后,机壳箍住数个拼块绕组定子,此时定位芯轴和过渡定位收紧套都与拼块绕组定子处于间隙状态,取出定位芯轴和过渡定位收紧套,完成装配压装。
21、优选的,步骤一中,定位芯轴粘连保护垫板的一端设置于定位保护套的内部。
22、优选的,步骤二中,通过止口与内止口相配合,将过渡定位收紧套与定位保护套配合安装。
23、优选的,定位芯轴的定位外形尺寸始终与拼块绕组定子装配后内孔处于密滑配结构。
24、本发明的有益之处在于:
25、提出一种拼块式绕组定子装配压装装置,避免了焊接的手法,压装模具零件数量少,工艺方法和工序相对简单且便于操作实施,降低生产成本的同时,进一步提高生产效率和产品的合格率。
26、定位芯轴的绝缘材料有效保护绕组端部,避免因轴向压装导致绕组损伤,提高产品的合格率。
27、定位芯轴外形尺寸有效保护定子铁芯变形,不仅满足装配后定子铁芯内外圆的同轴度和圆度要求,进一步提高产品的合格率;同时脱模更方便易操作。
28、提出一种拼块式绕组定子装配压装方法,采用分力形式,避免带绕组的定子轴向和径向出现窜移现象。
技术特征:
1.一种拼块式绕组定子装配压装装置,其特征在于,包括定位芯轴(5),定位保护套(6),过渡定位收紧套(7);
2.如权利要求1所述的一种拼块式绕组定子装配压装装置,其特征在于,所述定位芯轴(5)的一端通过胶粘剂(4)粘连保护垫板(3)。
3.如权利要求2所述的一种拼块式绕组定子装配压装装置,其特征在于,保护垫板(3)由具有润滑性能的绝缘材料制成,保护垫板(3)的外圆限位尺寸小于机壳(1)内径的尺寸。
4.如权利要求1所述的一种拼块式绕组定子装配压装装置,其特征在于,过渡定位收紧套(7)的一端与定位保护套(6)配合,过渡定位收紧套(7)的另一端设有方形止口,所述方形止口与机壳(1)外形配合。
5.如权利要求1所述的一种拼块式绕组定子装配压装装置,其特征在于,定子收紧孔(62)为与定位芯轴孔(63)同轴的圆柱形孔,定子锥形导向孔(61)为倒圆锥形孔;
6.如权利要求1所述的一种拼块式绕组定子装配压装装置,其特征在于,内止口(71)为圆柱形,定子第二锥形导向孔(72)为倒圆台形,收紧孔(73)为圆柱形,定子第二锥形导向孔(72)最大半径小于内止口(71)半径,定子第二锥形导向孔(72)最小半径等于收紧孔(73)半径;
7.基于权利要求1-6任一项所述拼块式绕组定子装配压装装置的一种拼块式绕组定子装配压装方法,其特征在于,包括如下步骤:
8.如权利要求7所述的一种拼块式绕组定子装配压装方法,其特征在于,步骤一中,定位芯轴(5)粘连保护垫板(3)的一端设置于定位保护套(6)的内部。
9.如权利要求7所述的一种拼块式绕组定子装配压装方法,其特征在于,步骤二中,通过止口(64)与内止口(71)相配合,将过渡定位收紧套(7)与定位保护套(6)配合安装。
10.如权利要求7所述的一种拼块式绕组定子装配压装方法,其特征在于,定位芯轴(5)的定位外形尺寸始终与拼块绕组定子(2)装配后内孔处于密滑配结构。
技术总结
本发明属于定子装配技术领域,具体涉及一种适用于交流伺服电动机的拼块式绕组定子装配压装方法。该压装模具由定位芯轴、定位保护套及过渡定位收紧套组成,带绕组的定子拼块以铁芯外圆定位整体排布嵌入定位保护套内壁,通过工艺控制定位芯轴的外圆限位尺寸和机壳的加热温度,使定位芯轴和过渡定位收紧套在冷却后均能自由状态下取出,此发明提高生产效率和定子装配部件的合格率,降低生产成本、操作简单,易实现批量化;同时生产定子装配部件内孔的圆度和与机壳的同轴度得到有效控制,整机产品的电气性能和波形均能满足产品性能要求。
技术研发人员:段志军,刘杰,李红,褚维恒
受保护的技术使用者:西安微电机研究所有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!