一种定子振动式真空快速压力注射灌胶装置及方法与流程
本发明涉及真空灌胶,具体涉及一种定子振动式真空快速压力注射灌胶装置及方法。
背景技术:
1、灌封是高性能电机(轮毂电机、氢泵电机、防水电机等)定子制造关键工艺,环氧灌封胶良好的流动性和浸润性可以渗透到定子槽和绕线组的间隙,消除气隙,大幅度提升导热效率、提高绝缘性,也能实现对线圈端部的防护,避免绝缘材料的直接暴露,降低电机外部环境因素如潮气、粉尘、盐雾等对电机绝缘材料的影响,对延长电机使用寿命、提高电机的安全性和稳定性。
2、但目前的定子灌封往往采用顶部灌封的工艺,胶水先填充顶部线圈,再在重力的作用下逐步向下填充底部线圈。该工艺需多步灌胶才能完美浸润,每步之间需要保持真空等待浸润的时间,效率低、速度慢、能耗大,且易在灌封过程中产生气泡,难以满足高性能电机的无孔洞、气泡和缺胶,以及快速灌封的技术要求。
技术实现思路
1、为了解决上述现有技术存在的问题,本发明的目的在于提供一种定子振动式真空快速压力注射灌胶装置及方法,解决效率低、速度慢、能耗大、易灌封不完全、产生气泡等问题,大幅提升灌胶效率及品质。
2、为了实现上述目的,本发明解决其技术问题所采用的技术方案是:
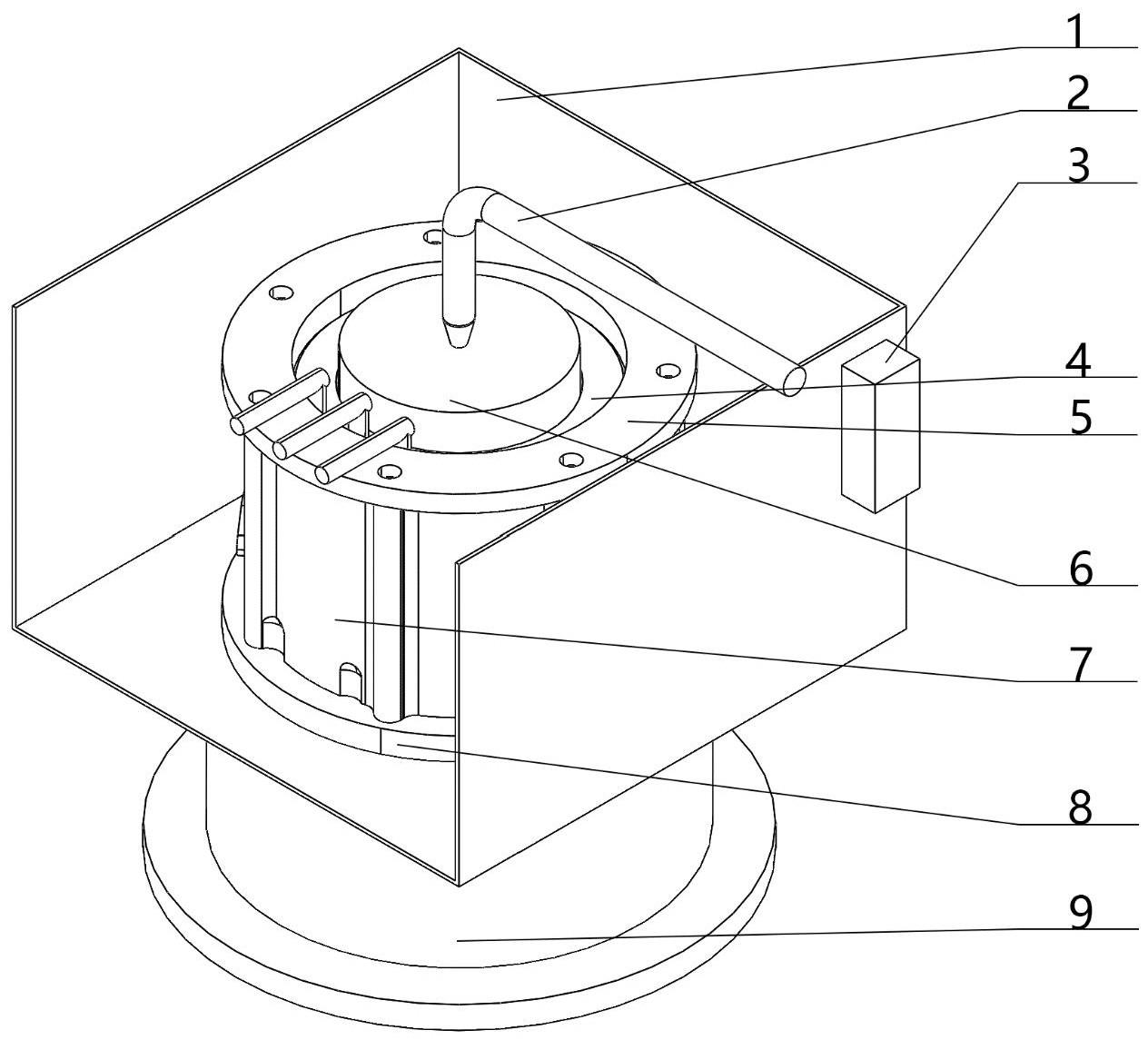
3、一种定子振动式真空快速压力注射灌胶装置,包括真空箱(1)、输胶管(2)、真空泵(3)、电机定子本体(4)、顶盖(5)、模芯(6)、壳体(7)、底板(8)、振动器(9);所述真空箱(1)侧面安装有真空泵(3),底部安装振动器(9),顶部安装有输胶管(2);所述壳体(7)与底板(8)连接,模芯(6)与底板(8)连接,电机定子本体(4)放置在模芯(6)与壳体(7)所形成的圆环体内,并与底板(8)接触,顶盖(5)与壳体(7)连接,将电机定子本体(4)所在的圆环体完全封闭;所述电机定子本体(4)、顶盖(5)、模芯(6)、壳体(7)、底板(8)组成灌胶工装,灌胶工装放置在真空箱(1)内。
4、进一步地,上述模芯(6)中心开有一小孔(603),该小孔(603)完全贯穿模芯(6);模芯(6)与底板(8)接触面设置流道(602),模芯(6)与电机定子本体(4)接触外壁面设置流道(601)。
5、进一步地,上述底板(8)与模芯(6)接触面设置有与模芯(6)对应的流道(801),底板(8)设置有与壳体(7)接触面形状相同的槽(802),以保证气密性。
6、本发明还包括一种定子振动式真空快速压力注射灌胶方法,所述方法采用底部灌封技术,在灌胶时,真空泵将真空箱抽至真空,胶水由输胶管注射进入模芯中心小孔,先流经模芯与底板所共同形成的流道与流道,再向上流经电机定子本体与流道完成灌封。
7、进一步地,上述真空泵安装在真空箱侧壁,可达到极限真空度0.3mbar-0.7mbar,相当于灌封出口有一持续的30pa-70pa的吸力,真空箱内真空的环境利于灌封胶内自带气体膨胀破裂溢出。
8、进一步地,上述振动器在灌封过程中发生振动,振动频率可达20hz-100hz,振幅最大可达20mm,可将定子多层绕组间、绕组缝隙、绕组与定子槽间缝隙内的残留气体微小气泡快速挤出,实现微小间隙的灌封。
9、本发明的有益效果是:
10、1)本发明创新性地提出自底部灌封方法,有利于气泡的挤出。
11、2)本发明的灌封通过抽真空、灌封胶加压注射、添加振动,可以实现胶水在空腔、缝隙内快速流动,提高了灌封效率。
12、3)本发明创新性地给灌胶过程添加振动,不仅可以提高胶水流动性,还便于胶水进入微小间隙,并加速微小气泡的逸出速度。
13、4)本发明的装置结构简单、易于拆装,可实现自动化高效生产,并降低在生产过程中的能耗。
技术特征:
1.一种定子振动式真空快速压力注射灌胶装置,其特征在于,包括真空箱(1)、输胶管(2)、真空泵(3)、电机定子本体(4)、顶盖(5)、模芯(6)、壳体(7)、底板(8)、振动器(9);所述真空箱(1)侧面安装有真空泵(3),底部安装振动器(9),顶部安装有输胶管(2);所述壳体(7)与底板(8)连接,模芯(6)与底板(8)连接,电机定子本体(4)放置在模芯(6)与壳体(7)所形成的圆环体内,并与底板(8)接触,顶盖(5)与壳体(7)连接,将电机定子本体(4)所在的圆环体完全封闭;所述电机定子本体(4)、顶盖(5)、模芯(6)、壳体(7)、底板(8)组成灌胶工装,灌胶工装放置在真空箱(1)内。
2.如权利要求1所述的一种定子振动式真空快速压力注射灌胶装置,其特征在于,所述模芯(6)中心开有一小孔(603),该小孔(603)完全贯穿模芯(6);模芯(6)与底板(8)接触面设置流道(602),模芯(6)与电机定子本体(4)接触外壁面设置流道(601)。
3.如权利要求1所述的一种定子振动式真空快速压力注射灌胶装置,其特征在于,所述底板(8)与模芯(6)接触面设置有与模芯(6)对应的流道(801),底板(8)设置有与壳体(7)接触面形状相同的槽(802),以保证气密性。
4.一种定子振动式真空快速压力注射灌胶方法,其特征在于,所述方法采用底部灌封技术,在灌胶时,真空泵将真空箱抽至真空,胶水由输胶管注射进入模芯的中心小孔,先流经模芯与底板所共同形成的流道与流道,再向上流经电机定子本体与流道成灌封。
5.如权利要求4所述的一种定子振动式真空快速压力注射灌胶方法,其特征在于,所述真空泵安装在真空箱侧壁,可达到极限真空度0.3mbar-0.7mbar,相当于灌封出口有一持续的30pa-70pa的吸力,真空箱内真空的环境利于灌封胶内自带气体膨胀破裂溢出。
6.如权利要求4所述的一种定子振动式真空快速压力注射灌胶方法,其特征在于,所述振动器在灌封过程中发生振动,振动频率可达20hz-100hz,振幅最大可达20mm,可将定子多层绕组间、绕组缝隙、绕组与定子槽间缝隙内的残留气体微小气泡快速挤出,实现微小间隙的灌封。
技术总结
本发明涉及一种定子振动式真空快速压力注射灌胶装置及方法,包括真空箱、真空泵、输胶管、底板、模芯、顶盖、壳体、电机定子本体、振动器。真空箱侧面安装有真空泵,底部安装振动器,顶部安装有输胶管。底板上安装壳体,内置电机定子本体,电机定子本体内有模芯。在壳体上部固定有顶盖。模芯中心钻一通孔,底板上壁面、壳体内壁均开有流道。在灌胶时,真空泵将真空箱抽至真空,胶水由输胶管注射进入模芯中心通孔向下流动,通过底板上壁面流道,再由压力向上流经壳体内壁流道,以完成灌封。在灌胶时,振动器会发生一定频率和振幅的振动,以加速灌胶的进程并增强胶水对微小缝隙的灌封效果,实现高性能电机无孔洞、无气泡、无缺胶的灌封。
技术研发人员:袁浩,王文明,王灏伟
受保护的技术使用者:苏州意美特科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!