转子装配设备的制作方法
本发明涉及装配机械,尤其涉及转子装配设备。
背景技术:
1、随着经济的发展,人们对空调、洗衣机等家用电器的需求越来越多、要求越来越高,而这些电器的核心动力单元(电机)的生产是否能达到质量需求,至关重要。
2、目前,国内这方面的电机组装还停留于由人工徒手+简易装置或小型半自动化设备完成,效率很低且由于加工组装工序多、工艺复杂繁琐,需用大量的熟练操作工人且雇佣工人越来越难,这些因素都成为了制约电机制造组装的主要障碍。
3、因此,亟需转子装配设备,以实现电机转子的自动化装配。
技术实现思路
1、本发明的目的在于:提供转子装配设备,以解决相关技术中转子装配由人工徒手+简易装置或小型半自动化设备完成,进而造成生产效率、生产成本高且装配精度差的问题。
2、本发明提供转子装配设备,该转子装配设备包括:
3、传输机构,包括传输组件和传输板,所述传输组件驱动所述传输板沿第一方向滑动;
4、转子支撑座,包括座体、定位轴和第一驱动器,所述座体被配置为支撑转子的转子铁芯,所述第一驱动器驱动所述定位轴能够沿第二方向穿设于所述转子铁芯的轴孔,所述定位轴与所述转子铁芯同轴线且滑动配合,所述座体与所述传输板固接;
5、装配机构,包括垫片上料组件、轴承上料组件和压轴组件,所述传输板依次滑过所述垫片上料组件的第一装配位、所述轴承上料组件的第二装配位和压轴组件的第三装配位,所述传输板位于所述第一装配位,以使所述垫片上料组件用于将垫片套设于所述定位轴;所述传输板位于所述第二装配位,以使所述轴承上料组件用于将轴承套设于所述定位轴;所述传输板位于所述第三装配位,所述压轴组件用于使转轴沿所述第二方向移动,以使所述转轴驱动所述定位轴从所述轴孔脱出且使所述转轴穿设于所述轴孔。
6、作为转子装配设备的优选技术方案,所述压轴组件包括支架、第二驱动器、压头和抓取件,所述支架沿第二方向与所述第三装配位间隔且相对固定,所述第二驱动器固设于所述支架且驱动所述压头沿所述第二方向移动,所述抓取件抓取所述转轴且将所述转轴送至所述压头的固定孔,所述压头具有与所述装配位的所述转轴固定和分离的两个状态。
7、作为转子装配设备的优选技术方案,所述压轴组件还包括光栅尺,所述光栅尺与所述支架固接,所述光栅尺用于测量所述压头相对所述支架移动的距离。
8、作为转子装配设备的优选技术方案,所述压头包括套筒和压紧气缸,所述套筒的周壁设置有通孔,所述通孔与设置于所述套筒上的固定孔连通,所述压紧气缸与所述套筒固接,所述压紧气缸的伸缩杆伸入所述通孔。
9、作为转子装配设备的优选技术方案,所述抓取件包括翻转夹爪和移动夹爪,所述翻转夹爪能够将水平放置的所述转轴夹起且翻转所述转轴,以使所述转轴沿所述第二方向设置,所述移动夹爪能够夹取所述翻转夹爪夹取的沿所述第二方向的所述转轴,所述移动夹爪能够将夹取的所述转轴送至所述压头处,且使所述转轴与所述固定孔同轴线设置。
10、作为转子装配设备的优选技术方案,所述移动夹爪能够180°旋转。
11、作为转子装配设备的优选技术方案,所述定位轴和所述转轴一个设置有定位凸起,另一个设置有定位凹槽;
12、所述定位轴和所述压头上的所述转轴抵接,使所述定位凸起和所述定位凹槽插接配合,以使所述定位轴和所述压头上的所述转轴同轴线设置。
13、作为转子装配设备的优选技术方案,所述垫片上料组件包括第一输料器和垫片吸头,所述第一输料器设置有第一上料位,所述第一输料器用于将所述垫片输送至所述第一上料位,所述垫片吸头用于吸住所述第一上料位的所述垫片且将所述垫片套设于所述定位轴。
14、作为转子装配设备的优选技术方案,所述轴承上料组件包括第二输料器和轴承夹头,所述第二输料器设置有第二上料位,所述第二输料器用于将所述轴承输送至所述第二上料位,所述轴承夹头用于夹取所述第二上料位的所述轴承且将所述轴承套设于所述定位轴。
15、作为转子装配设备的优选技术方案,所述传输组件设置有第一上下料位;
16、所述转子装配设备还包括上下料机构,所述上下料机构包括上下料支架和上下料夹取组件,所述上下料支架设置有第二上下料位,所述上下料夹取组件能够在所述第一上下料位和所述第二上下料位之间滑动。
17、作为转子装配设备的优选技术方案,所述上下料支架沿所述第一方向位于所述传输组件的一端;
18、所述上下料夹取组件包括上下料传动件和上下料夹爪,所述上下料传动件驱动所述上下料夹爪在所述第一方向或所述第二方向之间移动。
19、作为转子装配设备的优选技术方案,所述上下料支架包括架体和支撑板,所述支撑板设置有多个,多个所述支撑板与所述架体滑动配合,所述支撑板能够滑过所述第二上下料位。
20、本发明的有益效果为:
21、本发明提供转子装配设备,该转子装配设备包括传输机构、转子支撑座和装配机构,传输机构包括传输组件和传输板,传输组件驱动传输板沿第一方向滑动;转子支撑座包括座体、定位轴和第一驱动器,座体被配置为支撑转子的转子铁芯,第一驱动器驱动定位轴能够沿第二方向穿设于转子铁芯的轴孔,定位轴与转子铁芯同轴线且滑动配合,座体与传输板固接;装配机构包括垫片上料组件、轴承上料组件和压轴组件,所述传输板依次滑过所述垫片上料组件的第一装配位、所述轴承上料组件的第二装配位和压轴组件的第三装配位,传输板位于第一装配位,以使垫片上料组件用于将垫片套设于定位轴;传输板位于第二装配位,以使轴承上料组件用于将轴承套设于定位轴;传输板位于第三装配位,压轴组件用于使转轴沿第二方向移动,以使转轴驱动定位轴从轴孔脱出且使转轴穿设于轴孔。该转子装配设备工作时,座体上设置转子铁芯,定位轴穿设于轴孔,传输组件驱动传输板移动,进而使转子铁芯依次位于第一装配位、第二装配位和第三装配位,当传输板驱动转子铁芯位于第一装配位时,垫片上料组件将垫片套设于定位轴上,当传输板驱动转子铁芯位于第二装配位时,轴承上料组件将轴承套设于定位轴,当传输板驱动转子铁芯位于第三装配位时,压轴组件用于使转轴沿第二方向移动,进而转轴与定位轴抵接且驱动定位轴沿脱离轴孔的方向移动,当转轴与转子铁芯的相对位置达到装配要求时,压轴组件脱离转轴,进而实现转子铁芯、垫片、轴承和转轴之间的装配。该设备无需人工参与,进而提升了生产效率、降低了生产成本,提高了装配精度。
技术特征:
1.转子装配设备,其特征在于,包括:
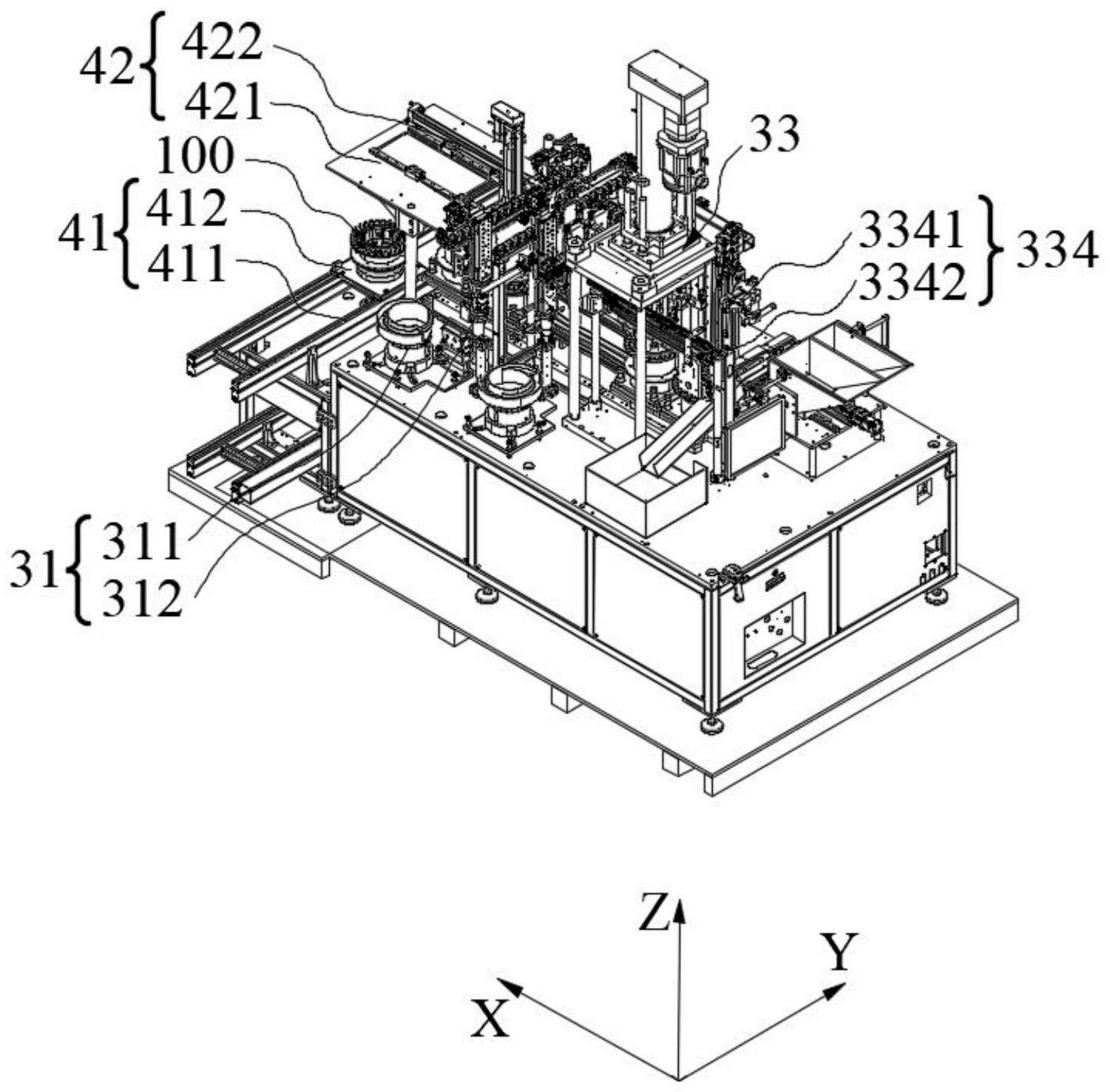
2.根据权利要求1所述的转子装配设备,其特征在于,所述压轴组件(33)包括支架(331)、第二驱动器(332)、压头(333)和抓取件(334),所述支架(331)沿所述第二方向(z)与所述第三装配位间隔且相对固定,所述第二驱动器(332)固设于所述支架(331)且驱动所述压头(333)沿所述第二方向(z)移动,所述抓取件(334)抓取所述转轴(104)且将所述转轴(104)送至所述压头(333)的固定孔,所述压头(333)具有与所述装配位的所述转轴(104)固定和分离的两个状态。
3.根据权利要求2所述的转子装配设备,其特征在于,所述压轴组件(33)还包括光栅尺(335),所述光栅尺(335)与所述支架(331)固接,所述光栅尺(335)用于测量所述压头(333)相对所述支架(331)移动的距离。
4.根据权利要求2所述的转子装配设备,其特征在于,所述压头(333)包括套筒和压紧气缸(3331),所述套筒的周壁设置有通孔,所述通孔与设置于所述套筒上的固定孔连通,所述压紧气缸(3331)与所述套筒固接,所述压紧气缸(3331)的伸缩杆伸入所述通孔。
5.根据权利要求4所述的转子装配设备,其特征在于,所述抓取件(334)包括翻转夹爪(3341)和移动夹爪(3342),所述翻转夹爪(3341)能够将水平放置的所述转轴(104)夹起且翻转所述转轴(104),以使所述转轴(104)沿所述第二方向(z)设置,所述移动夹爪(3342)能够夹取所述翻转夹爪(3341)夹取的沿所述第二方向(z)的所述转轴(104),所述移动夹爪(3342)能够将夹取的所述转轴(104)送至所述压头(333)处,且使所述转轴(104)与所述固定孔同轴线设置。
6.根据权利要求4所述的转子装配设备,其特征在于,所述移动夹爪(3342)能够180°旋转。
7.根据权利要求2所述的转子装配设备,其特征在于,所述定位轴(22)和所述转轴(104)一个设置有定位凸起,另一个设置有定位凹槽;
8.根据权利要求1-7任一项所述的转子装配设备,其特征在于,所述垫片上料组件(31)包括第一输料器(311)和垫片吸头(312),所述第一输料器(311)设置有第一上料位,所述第一输料器(311)用于将所述垫片(103)输送至所述第一上料位,所述垫片吸头(312)用于吸住所述第一上料位的所述垫片(103)且将所述垫片(103)套设于所述定位轴(22)。
9.根据权利要求1-7任一项所述的转子装配设备,其特征在于,所述轴承上料组件(32)包括第二输料器(321)和轴承夹头(322),所述第二输料器(321)设置有第二上料位,所述第二输料器(321)用于将所述轴承(102)输送至所述第二上料位,所述轴承夹头(322)用于夹取所述第二上料位的所述轴承(102)且将所述轴承(102)套设于所述定位轴(22)。
10.根据权利要求1-7任一项所述的转子装配设备,其特征在于,所述传输组件(11)设置有第一上下料位;
11.根据权利要求10所述的转子装配设备,其特征在于,所述上下料支架(41)沿所述第一方向(x)位于所述传输组件(11)的一端;
12.根据权利要求11所述的转子装配设备,其特征在于,所述上下料支架(41)包括架体(411)和支撑板(412),所述支撑板(412)设置有多个,多个所述支撑板(412)与所述架体(411)滑动配合,所述支撑板(412)能够滑过所述第二上下料位。
技术总结
本发明涉及装配机械技术领域,具体公开了转子装配设备,该转子装配设备工作时,座体上设置转子铁芯,定位轴穿设于轴孔,传输板移动,进而使转子铁芯依次位于第一装配位、第二装配位和第三装配位,当传输板位于第一装配位时,垫片上料组件将垫片套设于定位轴上,当传输板位于第二装配位时,轴承上料组件将轴承套设于定位轴,当传输板位于第三装配位时,压轴组件用于使转轴沿第二方向移动,进而转轴与定位轴抵接且驱动定位轴沿脱离轴孔的方向移动,当转轴与转子铁芯的相对位置达到装配要求时,压轴组件脱离转轴,进而实现转子铁芯、垫片、轴承和转轴之间的装配。该设备无需人工参与,进而提升了生产效率、降低了生产成本,提高了装配精度。
技术研发人员:牟逵,熊本荣
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!