一种烘干机电机用的散热工艺的制作方法
本发明涉及一种电机散热工艺,更具体的说是一种烘干机电机用的散热工艺。
背景技术:
1、烘干机是一种用于将湿衣物和其他物品除去水分并使其变干的机器。烘干机通常使用电力或燃气作为能源,将热空气传输到旋转的鼓中,将衣物打散并通过热空气从衣物中除去水分。烘干机中的核心部件则是电机和发热丝,而发热丝所产出的热量也会传递至电机内部,此时电机的散热性能就显得尤为重要。
2、现有的电机用的散热都是采用在电机尾部套上风扇,这导致电机整体温度限值被局部最高温度所限制,而其余位置的温度却还拥有余量。并且由于整体温度留有余量,而导致电机本体性能未充分利用,电机实际体积也就偏大,其成本也相应更高。
技术实现思路
1、本发明主要解决的技术问题是提供一种烘干机电机用的散热工艺,解决了上述背景技术中的问题。
2、为解决上述技术问题,根据本发明的一个方面,更具体的说是一种烘干机电机用的散热工艺,包括以下步骤:
3、s1、利用车床将金属圆柱体打磨呈均匀直径圆柱体,金属圆柱打磨后的直径即电机转子的转动直径;
4、s2、对打磨后的金属圆柱体切片,金属圆柱所切的金属薄片厚度在0.7mm-1.2mm之间;
5、s3、将切片后的金属薄片分为中间层转子薄片和外层转子薄片;
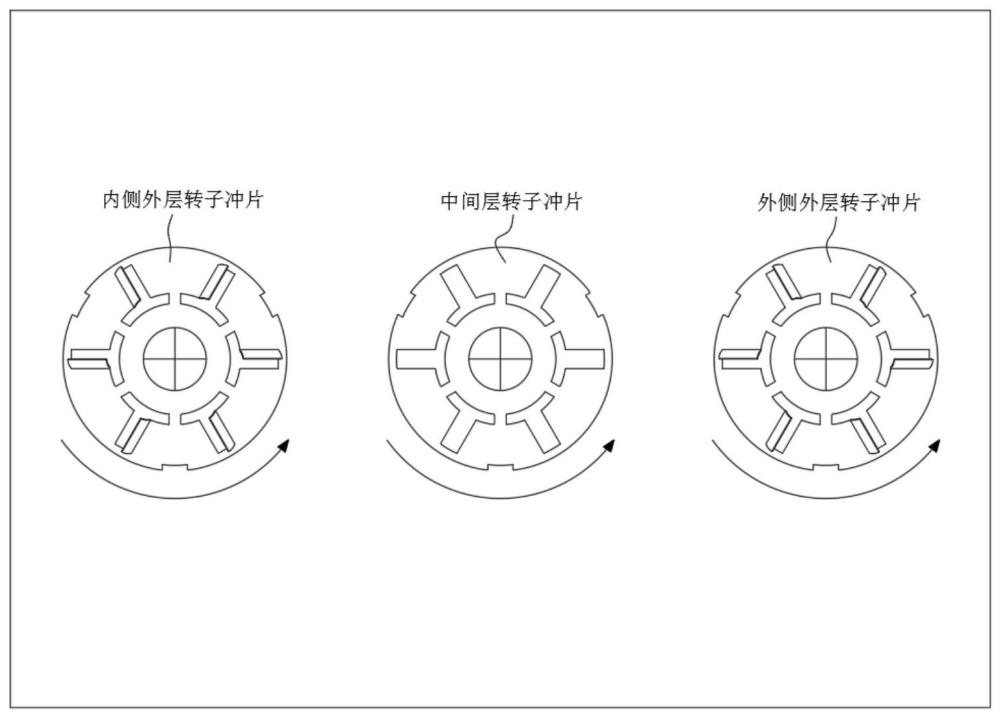
6、s4、中间层转子薄片冲压并镂空六个t形槽,在中间层转子薄片的中心处需要开设圆槽,该中心圆槽的直径与电机转轴的直径相互适配;
7、s5、外层转子薄片冲压后仅镂空t形槽中横向部分,对t形槽竖向部分做外翻瓣状,六个t形槽竖向部分做外翻处理后,其外翻瓣呈中心对称的形状,在该外层转子薄片逆时针转动时,位于外侧的外层转子冲片做切割空气;
8、s6、将中间层转子薄片堆叠后在前后后贴上外层转子薄片。
9、更进一步的,所述步骤s1中,所述金属圆柱包括铟、锑、锗、钴、锡、铅、钕铁硼、四氧化三铁和镍铁合金混合构成。
10、更进一步的,所述金属圆柱中各个组分的重量百分数分别为:所述铟3-5%,所述锑2-4%,所述锗0.5-0.8%,所述钴3-6%,所述锡2-6%,所述铅3-5%,所述钕铁硼60-70%,所述四氧化三铁10-12%,所述镍铁合金1.2-5%。
11、更进一步的,所述步骤s5中,所述外层转子冲片贴合在中间层转子冲片的前后两侧,并且前后两侧处的外层转子冲片上的外翻瓣均向外朝向。
12、更进一步的,所述步骤s6中,所述中间层转子薄片和外层转子薄片的外表面均开设有三个凹槽,其中间层转子冲片堆叠时三个凹槽在一条倾斜线上。
13、更进一步的,所述转子薄片中的t形槽在堆叠时并非对齐连通,即相邻两转子薄片呈阶梯错位放置。
14、本发明一种烘干机电机用的散热工艺的有益效果为:
15、1、通过在外层转子冲片上开设外翻瓣,并且外翻瓣处的槽和中间层转子冲片上的t形槽连通,此时转子逆时针转动之后外翻瓣会切割空气,从而让空气在若干个中间层冲片构成的t形槽内由外向内流通,而在转子顺时针转动时空气会在t形槽内由内向前流通,这样可以高效利用流通的空气带走转子上所积攒的热量;
16、2、发明重新设计组分,并对应改进成型工艺,成型后转子的耐高温、耐腐蚀性能等大幅提升。并且在电机的工作过程中,短时大热流的产生会让冲片相贴合间填充的低熔点金属流体化,该金属流体化过程中会吸收电机短时所产生的热量。
技术特征:
1.一种烘干机电机用的散热工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种烘干机电机用的散热工艺,其特征在于:所述步骤s1中,所述金属圆柱包括铟、锑、锗、钴、锡、铅、钕铁硼、四氧化三铁和镍铁合金混合构成。
3.根据权利要求2所述的一种烘干机电机用的散热工艺,其特征在于:所述金属圆柱中各个组分的重量百分数分别为:所述铟3-5%,所述锑2-4%,所述锗0.5-0.8%,所述钴3-6%,所述锡2-6%,所述铅3-5%,所述钕铁硼60-70%,所述四氧化三铁10-12%,所述镍铁合金1.2-5%。
4.根据权利要求1所述的一种烘干机电机用的散热工艺,其特征在于:所述步骤s5中,所述外层转子冲片贴合在中间层转子冲片的前后两侧,并且前后两侧处的外层转子冲片上的外翻瓣均向外朝向。
5.根据权利要求1所述的一种烘干机电机用的散热工艺,其特征在于:所述步骤s6中,所述中间层转子薄片和外层转子薄片的外表面均开设有三个凹槽,其中间层转子冲片堆叠时三个凹槽在一条倾斜线上。
6.根据权利要求5所述的一种烘干机电机用的散热工艺,其特征在于:所述转子薄片中的t形槽在堆叠时并非对齐连通,即相邻两转子薄片呈阶梯错位放置。
技术总结
本发明涉及电机散热工艺技术领域,且公开了一种烘干机电机用的散热工艺,包括以下步骤:S1、利用车床将金属圆柱体打磨呈均匀直径圆柱体,金属圆柱打磨后的直径即电机转子的转动直径;S2、对打磨后的金属圆柱体切片,金属圆柱所切的金属薄片厚度在0.7mm‑1.2mm之间;S3、将切片后的金属薄片分为中间层转子薄片和外层转子薄片。通过在外层转子冲片上开设外翻瓣,并且外翻瓣处的槽和中间层转子冲片上的T形槽连通,此时转子逆时针转动之后外翻瓣会切割空气,从而让空气在若干个中间层冲片构成的T形槽内由外向内流通,而在转子顺时针转动时空气会在T形槽内由内向前流通,这样可以高效利用流通的空气带走转子上所积攒的热量。
技术研发人员:崔光镐
受保护的技术使用者:泰信电机(苏州)有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!