电机转子铁芯和电机转子的制作方法
本申请涉及电机,具体涉及一种电机转子铁芯和电机转子。
背景技术:
1、电机是新能源汽车的重要部件,其工作产生扭矩驱动汽车。新能源汽车驱动电机大部分是永磁电机,电机转子装配有永磁体产生磁场,与电机定子绕组产生的磁场作用产生电磁转矩驱使转子转动。扭矩通过转子轴,减速箱齿轮组件及差速器,驱动半轴,最终传到车轮,驱动汽车行进。电机工作环境严苛,转子经受温度冲击、振动冲击、电磁力、高速工况离心力作用等,转子可靠性直接影响电机使用寿命和整车安全性,因此其结构设计严格。
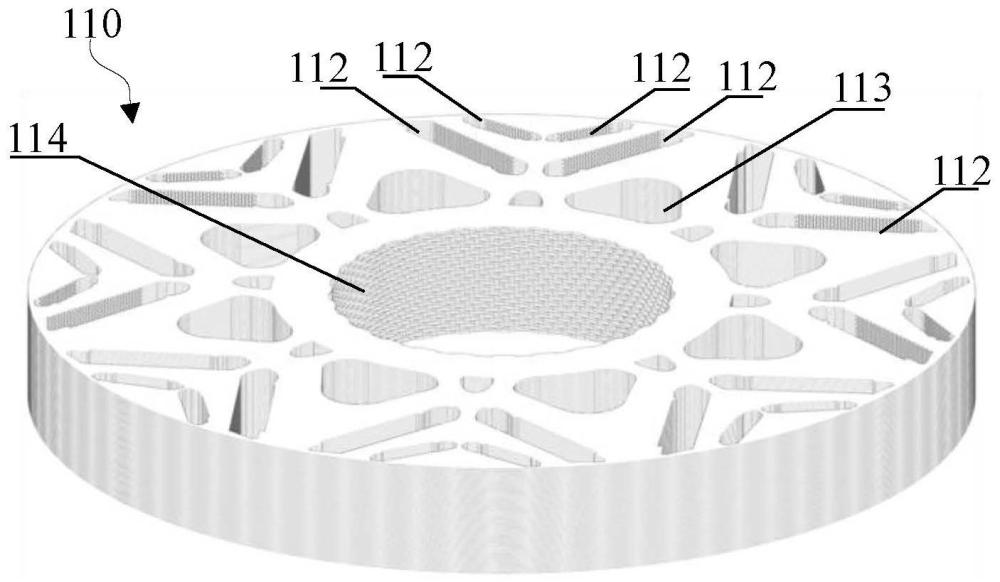
2、图1示出了相关技术中的电机转子结构示意图,从图1中可以看出电机转子主要由铁芯叠片11、永磁体12、轴13、平衡盘/压板14组成,永磁体12安装在铁芯叠片11的开槽内。为保证永磁体装配的稳定,保证其在工作时不会在槽内窜动,一般使用以环氧树脂为主的有机填充材料将其固定,传统工艺上使用注塑成型或滴胶方式固定。填充料能够很好地固定永磁体,同时能降低永磁体破碎风险,改善在转子转动时永磁体对铁芯产生的应力集中情况,一些导热性好的填充材料能够帮助永磁体散热。
3、图2示出了对相关技术中的电机转子进行注塑工艺的示意图,从图2中乐意看出,对相关技术中的电机转子10进行注塑工艺的注塑模具包括:推杆21、上模台23、上模具24、下模台26和下模具25,其中上模台23中形成有填充物投料口22,上模具24设于上模台23下方,位于上模具24中的注塑口与填充物投料口22的下端连通,下模具25设于下模台26上。电机转子10设于上模具24与下模具25之间,电机转子10中的注塑槽27与注塑口的下端连通。
4、在进行注塑成型工艺时,先使用上模具24下模具25固定电机转子10的两端,上模台23和下模台26分别向上模具24下模具25施加较大压力以压紧电机转子10保证高度及注塑模腔密封性,推杆21将投料口22的填充物压入注塑槽27中,填满后完成注塑,会在电机转子10中形成一体式的注塑件,该注塑件用于固定电机转子10中的永磁体。
5、但是当前的电机转子仍存在难以配合永磁体的问题。
技术实现思路
1、本申请提供了一种电机转子铁芯和电机转子,可以解决相关技术中的电机转子难以配合永磁体的问题。
2、为了解决背景技术中所述的技术问题,本申请的第一方面提供一种电机转子铁芯,所述电机转子铁芯包括:若干片轴向堆叠的铁芯冲片;
3、每片所述铁芯冲片上形成有安装孔,所述安装孔包括相连通的装配孔区和第一注塑孔区;所述装配孔区包括相对的第一装配边缘和第二装配边缘,沿所述第一装配边缘形成有若干相间隔的凸状齿,所述凸状齿包括朝向所述第二装配边缘的凸面;
4、所述铁芯冲片的安装孔轴向堆叠贯通形成安装槽,所述安装槽包括由所述装配孔区轴向堆叠贯通形成的装配槽区,和由所述第一注塑孔区轴向堆叠贯通形成的第一注塑槽区;轴向相邻两片所述铁芯冲片的凸状齿错位使得位于所述装配槽区中的凸状齿在轴向上间隔。
5、可选地,所述第一注塑孔区位于所述装配孔区远离铁芯冲片中心的一端。
6、可选地,所述安装孔还包括与所述装配孔区连通的第二注塑孔区,所述第二注塑孔区位于所述装配孔区靠近铁芯冲片中心的一端;
7、所述铁芯冲片的第二注塑孔区轴向堆叠贯通形成第二注塑槽区。
8、可选地,所述第一装配边缘位于径向外侧,所述第二装配边缘位于径向内侧。
9、可选地,轴向相邻的两片铁芯冲片之间形成第一周向角度。
10、为了解决背景技术中所述的技术问题,本申请的第二方面提供一种电机转子,所述电机转子包括:永磁体和本申请第一方面所述的电机转子铁芯;
11、所述永磁体贯穿所述电机转子铁芯的装配槽区,且所述永磁体与所述装配槽区过盈配合,所述装配槽区中凸状齿的凸面与所述永磁体接触;
12、所述第一注塑槽区中注塑有填充物,所述填充物与所述永磁体的端面接触。
13、可选地,位于所述第一注塑孔区中的填充物与所述永磁体远离所述电机转子中心的端面接触。
14、为了解决背景技术中所述的技术问题,本申请的第三方面提供一种电机转子铁芯,所述电机转子铁芯包括中部铁芯和端部铁芯,所述中部铁芯和端部铁芯均为如本申请第一方面所述的电机转子铁芯,所述端部铁芯位于所述中部铁芯轴向的至少一端处;
15、所述端部铁芯与所述中部铁芯之间设有阻断铁芯冲片,所述阻断铁芯冲片阻断所述端部铁芯与所述中部铁芯的安装槽轴向堆叠贯通。
16、可选地,所述阻断铁芯冲片与所述中部铁芯和端部铁芯中铁芯冲片的结构相同;
17、所述阻断铁芯冲片的安装孔与所述中部铁芯和端部铁芯的安装槽错位。
18、可选地,所述阻断铁芯冲片与所述中部铁芯和端部铁芯的铁芯冲片之间形成第二周向角度;
19、所述第二周向角度大于所述中部铁芯和端部铁芯中任意相邻两铁芯冲片之间的周向角度。
20、为了解决背景技术中所述的技术问题,本申请的第四方面提供一种电机转子,所述电机转子包括中部永磁体、端部永磁体和如本申请第三方面所述的电机转子铁芯;
21、所述端部永磁体贯穿所述端部铁芯的装配槽区,且所述端部永磁体与所述端部铁芯的装配槽区过盈配合,所述端部铁芯的装配槽区中凸状齿的凸面与所述端部永磁体接触;所述端部铁芯的第一注塑槽区中注塑有填充物,所述填充物与所述端部永磁体的端面接触;
22、所述中部永磁体设于所述中部铁芯的装配槽区中,且所述中部永磁体与所述中部铁芯的装配槽区过盈配合,所述中部铁芯的装配槽区中凸状齿的凸面与所述中部永磁体接触。
23、可选地,位于所述端部铁芯第一注塑孔区中的填充物与所述端部永磁体远离所述电机转子中心的端面接触。
技术特征:
1.一种电机转子铁芯,其特征在于,所述电机转子铁芯包括:若干片轴向堆叠的铁芯冲片;
2.如权利要求1所述的电机转子铁芯,其特征在于,所述第一注塑孔区位于所述装配孔区远离铁芯冲片中心的一端。
3.如权利要求1所述的电机转子铁芯,其特征在于,所述安装孔还包括与所述装配孔区连通的第二注塑孔区,所述第二注塑孔区位于所述装配孔区靠近铁芯冲片中心的一端;
4.如权利要求1所述的电机转子铁芯,其特征在于,所述第一装配边缘位于径向外侧,所述第二装配边缘位于径向内侧。
5.如权利要求1所述的电机转子铁芯,其特征在于,轴向相邻的两片铁芯冲片之间形成第一周向角度。
6.一种电机转子,其特征在于,所述电机转子包括:永磁体和权利要求1至5中任意一项所述的电机转子铁芯;
7.如权利要求6所述的电机转子,其特征在于,位于所述第一注塑孔区中的填充物与所述永磁体远离所述电机转子中心的端面接触。
8.一种电机转子铁芯,其特征在于,所述电机转子铁芯包括中部铁芯和端部铁芯,所述中部铁芯和端部铁芯均为如权利要求1至5中任意一项所述的电机转子铁芯,所述端部铁芯位于所述中部铁芯轴向的至少一端处;
9.如权利要求8所述的电机转子铁芯,其特征在于,所述阻断铁芯冲片与所述中部铁芯和端部铁芯中铁芯冲片的结构相同;
10.如权利要求8所述的电机转子铁芯,其特征在于,所述阻断铁芯冲片与所述中部铁芯和端部铁芯的铁芯冲片之间形成第二周向角度;
11.一种电机转子,其特征在于,所述电机转子包括中部永磁体、端部永磁体和如权利要求8至10中任意一项所述的电机转子铁芯;
12.如权利要求11所述的电机转子,其特征在于,位于所述端部铁芯第一注塑孔区中的填充物与所述端部永磁体远离所述电机转子中心的端面接触。
技术总结
本申请涉及电机技术领域,具体涉及一种电机转子铁芯和电机转子。其中,电机转子铁芯包括:若干片轴向堆叠的铁芯冲片;每片铁芯冲片上形成有安装孔,安装孔包括相连通的装配孔区和第一注塑孔区;装配孔区包括相对的第一装配边缘和第二装配边缘,沿第一装配边缘形成有若干相间隔的凸状齿,凸状齿包括朝向第二装配边缘的凸面;铁芯冲片的安装孔轴向堆叠贯通形成安装槽,安装槽包括由装配孔区轴向堆叠贯通形成的装配槽区,和由第一注塑孔区轴向堆叠贯通形成的第一注塑槽区;轴向相邻两片铁芯冲片的凸状齿错位使得位于装配槽区中的凸状齿在轴向上间隔。其中电机转子包括永磁体和上述电机转子铁芯,所述永磁体贯穿所述电机转子铁芯的装配槽区。
技术研发人员:许长春,邵康,卢河宇,黄佳,孙卫东,蒋大千
受保护的技术使用者:联合汽车电子有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!