表贴电机转子磁钢压装装置的制作方法
本技术涉及电机安装技术,具体为一种表贴电机转子磁钢压装装置。
背景技术:
1、电机转子是交流永磁同步电机的重要组成部分,电机转子由磁钢和转子叠片单元组成,在电机转子组装过程中,需要将磁钢插入转子上的各磁钢安装槽内。
2、现有的磁钢安装方法大都是通过人工进行插装,由人工将一片一片的磁钢压入转子上的各磁钢安装槽内,安装效率低下,还由于磁钢之间磁性强,安装时可能会出现夹住工人的手等安全隐患,且人工安装磁钢也存在着安装无法到正确位置的问题,合格率低。
技术实现思路
1、针对现有技术的不足,本实用新型所要解决的技术问题是提出了一种替代人工的表贴电机转子磁钢压装装置。
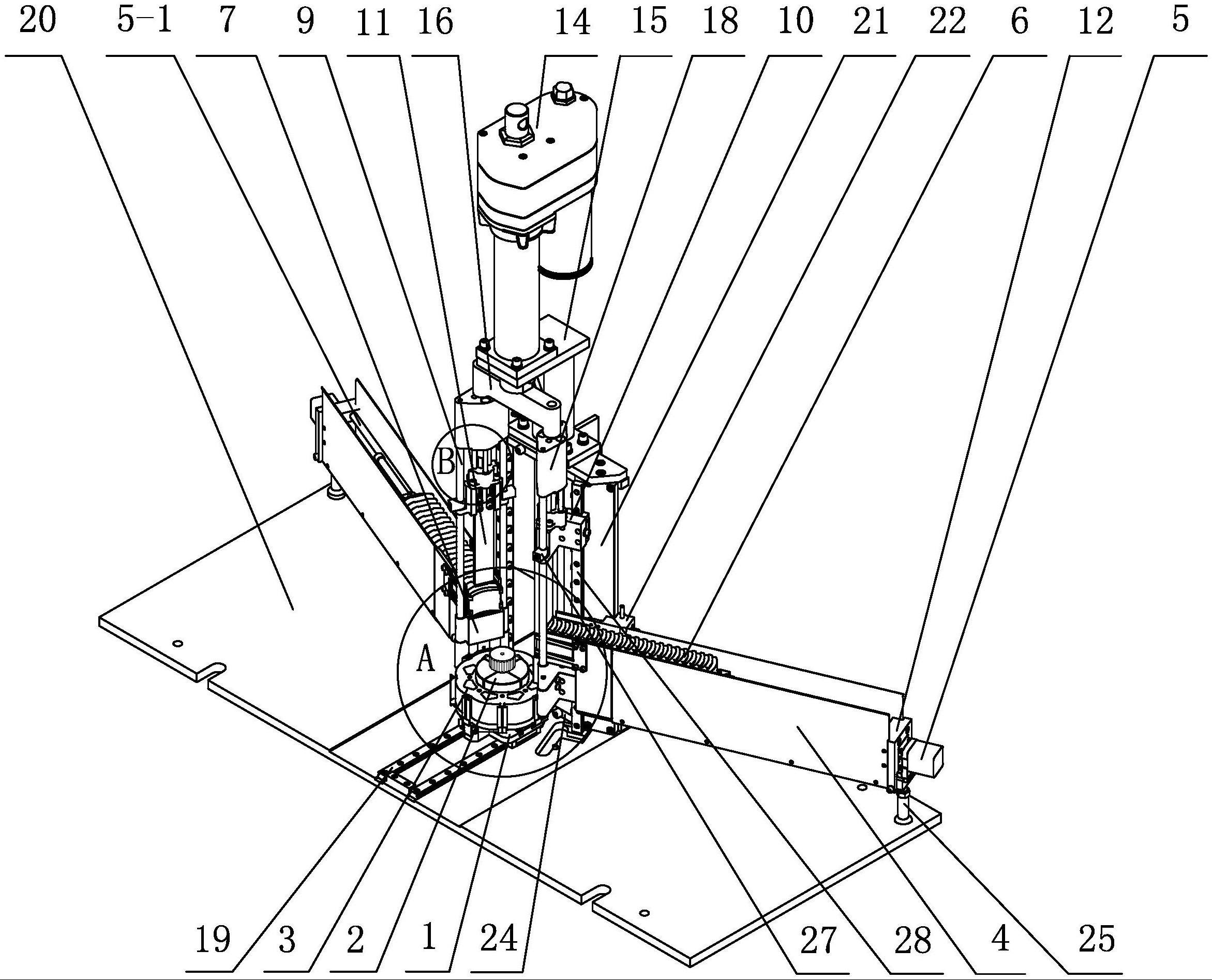
2、能够解决上述技术问题的表贴电机转子磁钢压装装置,其技术方案包括转子装夹工装和设于转子装夹工装两侧且左、右对称的磁钢压装工装,其中:
3、1、所述转子装夹工装包括装夹转子的固定座,所述固定座设于底座上,所述转子套装于固定座上,所述固定座圆周均布的四瓣座体在顶部中心的旋钮控制下径向同步扩张而将转子撑紧在底座上。
4、2、各磁钢压装工装包括磁钢推进模组和磁钢压入模组,对应于转子各侧的磁钢安装槽径向设置的磁钢推进模组包括可将磁钢内、外向叠置于其内的磁钢槽壳,所述磁钢槽壳的外端槽口通过电机座ⅰ安装有推杆电机ⅰ,所述推杆电机ⅰ的推杆ⅰ通过可径向滑动的推块向内作用在最外侧的磁钢上,磁钢槽壳的内端槽口的上、下部分别设有前、后的磁钢夹板和磁钢限位架。
5、3、所述磁钢压入模组包括滑动安装于前、后的导向杆上的压块,所述压块上安装有向下与最内侧磁钢对位的压舌,在压装机构带动下,左、右的压块同步带动左、右的压舌下压而将左、右最内侧的磁钢压装于转子左、右侧对应的磁钢安装槽中。
6、所述压装机构的一种结构包括安装于电机座ⅱ上的推杆电机ⅱ,所述推杆电机ⅱ的推杆ⅱ向下通过横架连接左、右的传动杆,左、右的传动杆分别与左、右的压块连接。
7、进一步,前、后的导向杆的下端安装于磁钢限位架的前、后端上,前、后的导向杆的上端安装于对应的导向座上,左、右的传动杆分别穿设于左、右的导向座上开设的导向孔中。
8、进一步,所述底座通过左、右的滑块安装于左、右的直线导轨上,各直线导轨前、后向设置。
9、本实用新型的有益效果:
10、本实用新型表贴电机转子磁钢压装装置可实现批量生产专用的表贴式电机转子,提高了电机转子安装磁钢的效率,解决了表贴式电机转子无法靠手工安装磁钢的问题。
技术特征:
1.表贴电机转子磁钢压装装置,包括转子装夹工装和设于转子装夹工装两侧且左、右对称的磁钢压装工装,其中:
2.根据权利要求1所述的表贴电机转子磁钢压装装置,其特征在于:所述压装机构包括安装于电机座ⅱ(15)上的推杆电机ⅱ(14),所述推杆电机ⅱ(14)的推杆ⅱ向下通过横架(16)连接左、右的传动杆(17),左、右的传动杆(17)分别与左、右的压块(10)连接。
3.根据权利要求2所述的表贴电机转子磁钢压装装置,其特征在于:前、后的导向杆(9)的下端安装于磁钢限位架(7)的前、后端上,前、后的导向杆(9)的上端安装于对应的导向座(18)上,左、右的传动杆(17)分别穿设于左、右的导向座(18)上开设的导向孔中。
4.根据权利要求1~3中任意一项所述的表贴电机转子磁钢压装装置,其特征在于:所述底座(1)通过左、右的滑块安装于左、右的直线导轨(19)上,各直线导轨(19)前、后向设置。
技术总结
本技术公开了一种表贴电机转子磁钢压装装置,包括转子装夹工装和两侧左、右对称的磁钢压装工装,转子装夹工装包括设于底座上的固定座,转子通过固定座撑紧于底座上;各磁钢压装工装包括磁钢推进模组和磁钢压入模组,对应于转子各侧磁钢安装槽径向设置的磁钢推进模组包括可将磁钢内、外向叠置于其内的磁钢槽壳,磁钢槽壳的外端槽口安装有推杆电机Ⅰ,磁钢槽壳的内端槽口的上、下部分别设有磁钢夹板和磁钢限位架;磁钢压入模组包括滑动安装于前、后导向杆上的压块,压块上安装有向下与磁钢夹板和磁钢限位架对位的压舌,在压装机构带动下,左、右压块同步带动左、右压舌下压而将左、右最内侧的磁钢压装于转子左、右侧对应的磁钢安装槽中。
技术研发人员:黎远翔,胡金意,郝铁军,张鹏,文岐华,秦明,蒋奇伟,何利臣,郑经娟,羊智平
受保护的技术使用者:桂林星辰科技股份有限公司
技术研发日:20230118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!