一种永磁电机表贴式磁钢的装配工装组件的制作方法
本技术涉及永磁电机加工,具体涉及一种永磁电机表贴式磁钢的装配工装组件。
背景技术:
1、近年来,由于永磁电机具有效率高、结构简单、维护简便以及节能效果显著等特点,目前已在水泥、矿山等各行各业中得到广泛的应用。一些永磁电机的设计中转子采用了表贴式磁钢,在目前表贴式磁钢的装配工艺中,通常需要先对转子外圆进行分度、划线后再粘贴磁钢,需要使用分度盘及加工车床等辅助工具及工序配合,生产加工效率较低,工序较为复杂,并且由于磁钢的强磁性还容易导致磁钢的粘贴不规整,返工率较高。因为实施工艺较为困难,工艺精度控制难度较高,甚至可能会造成磁钢的破损,从而提高生产制造成本,降低生产作业效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种永磁电机表贴式磁钢的装配工装组件,能够显著提高永磁电机表贴式磁钢装配时的生产加工效率,降低装配过程中的磁钢破损率,降低生产制造成本。
2、为实现上述目的,本实用新型的技术方案如下:
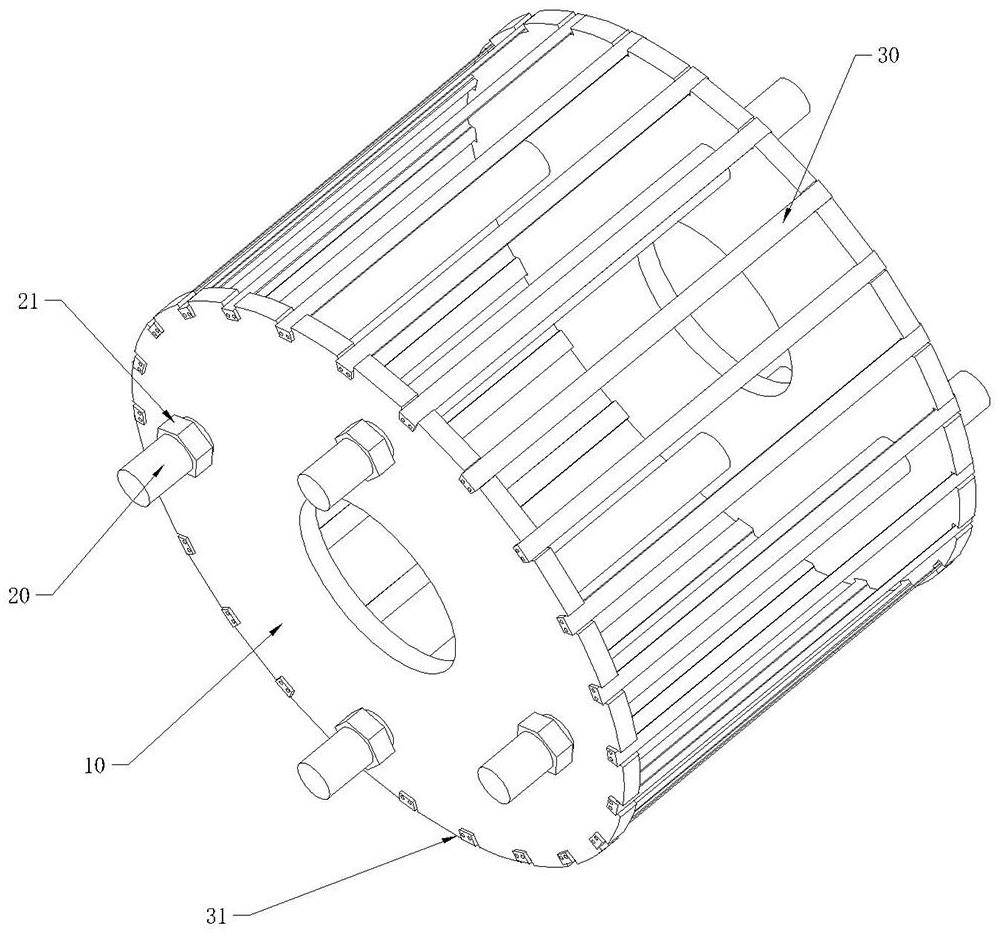
3、一种永磁电机表贴式磁钢的装配工装组件,所述永磁电机包括转子铁芯,所述表贴式磁钢间隔粘接于所述转子铁芯周围,相邻所述表贴式磁钢之间形成隔磁槽,所述装配工装组件包括端板、拉杆及若干卡条,所述端板装配于所述转子铁芯两端,所述端板周围设置有与所述隔磁槽匹配的卡槽,所述卡条嵌于所述卡槽内且与两端所述端板连接,所述拉杆贯穿所述转子铁芯且与两端所述端板连接。
4、进一步的,所述永磁电机包括转子转轴,所述转子转轴贯穿所述转子铁芯,所述端板截面为圆环状,所述端板外径与所述转子铁芯外径及所述表贴式磁钢厚度之和一致,所述端板内径与所述转子转轴轴径一致。
5、进一步的,所述卡条一端或两端设有紧固螺栓。
6、进一步的,所述端板上设有供所述拉杆通过的通孔。
7、进一步的,所述拉杆为螺纹丝杆,所述拉杆两端凸出于所述转子铁芯两端的所述端板外且通过螺母固定所述拉杆与所述端板的位置。
8、与现有技术相比,本实用新型的有益效果是:结构简单、使用便利,在永磁电机表贴式磁钢装配时,可以通过端板与卡条限制表贴式磁钢的粘贴位置,使表贴式磁钢准确粘贴至转子铁芯上,提高了装配工艺的精准度,降低了工艺难度,提高了生产作业效率,减少装配过程中的磁钢破损率,降低生产制造成本。
技术特征:
1.一种永磁电机表贴式磁钢的装配工装组件,所述永磁电机包括转子铁芯,所述表贴式磁钢间隔粘接于所述转子铁芯周围,相邻所述表贴式磁钢之间形成隔磁槽,其特征在于,所述装配工装组件包括端板、拉杆及若干卡条,所述端板装配于所述转子铁芯两端,所述端板周围设置有与所述隔磁槽匹配的卡槽,所述卡条嵌于所述卡槽内且与两端所述端板连接,所述拉杆贯穿所述转子铁芯且与两端所述端板连接。
2.根据权利要求1所述的一种永磁电机表贴式磁钢的装配工装组件,其特征在于,所述永磁电机包括转子转轴,所述转子转轴贯穿所述转子铁芯,所述端板截面为圆环状,所述端板外径与所述转子铁芯外径及所述表贴式磁钢厚度之和一致,所述端板内径与所述转子转轴轴径一致。
3.根据权利要求1所述的一种永磁电机表贴式磁钢的装配工装组件,其特征在于,所述卡条一端或两端设有紧固螺栓。
4.根据权利要求1所述的一种永磁电机表贴式磁钢的装配工装组件,其特征在于,所述端板上设有供所述拉杆通过的通孔。
5.根据权利要求4所述的一种永磁电机表贴式磁钢的装配工装组件,其特征在于,所述拉杆为螺纹丝杆,所述拉杆两端凸出于所述转子铁芯两端的所述端板外且通过螺母固定所述拉杆与所述端板的位置。
技术总结
本技术涉及一种永磁电机表贴式磁钢的装配工装组件,永磁电机包括转子铁芯,表贴式磁钢间隔粘接于转子铁芯周围,相邻表贴式磁钢之间形成隔磁槽,装配工装组件包括端板、拉杆及若干卡条,端板装配于转子铁芯两端,端板周围设置有与隔磁槽匹配的卡槽,卡条嵌于卡槽内且与两端端板连接,拉杆贯穿转子铁芯且与两端端板连接。本技术结构简洁,使用便利,能够有效提高装配工艺的精准度,降低了工艺难度,提高了生产作业效率,减少装配过程中的磁钢破损率,降低生产制造成本。
技术研发人员:牛吉,吴数,罗贵波,吴疆,袁达德
受保护的技术使用者:沃德福斯能源科技(上海)有限公司
技术研发日:20230323
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!