一种六工位分块定子绕线机的制作方法
本技术涉及分块定子绕线机领域,特指一种六工位分块定子绕线机。
背景技术:
1、分块式定子由几个定子铁芯组成,生产时先将单个的铁芯进行绕线,再将几个绕制好的铁芯组装成一个完整的圆型定子。因此,铁芯的绕制速度直接影响定子的生产效率。市场上一般采用一台绕线机生产不同型号的定子铁芯,需要在同一台绕线机上进行快速切换生产不同型号的铁芯。
2、目前市场上的定子绕线机结构一般有以下几种结构组成:上下物料机构,绕线旋转机构,压紧机构,张力调节机构,剥漆机构。多工位绕线机比较受市场欢迎,由于工位比较多,设备结构就比较复杂,生产周期和投资成本较高。切换不同产品型号的更换模具和调试都比较麻烦,换型周期长,影响了生产效率。针对不同型号的产品调节绕线旋转机构角度有限。
3、如现有技术202121678300.7,公开的分块式定子用绕线机,上料后还需要通过转移机构将产品移动至绕线座上,不但影响效率,结构也较为复杂影响设备的维护,并且剪线机构也只能进行x轴和y轴方向的平移,导致无法针对更多型号的产品进行调节角度。
4、如现有技术202220777929.5,公开的分块式定子绕线机,虽然剪线机构可以进行xyz三轴移动,但是上料任然需要通过转移机构将产品移动至绕线座上,不但影响效率,结构也较为复杂影响设备的维护。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种六工位分块定子绕线机。
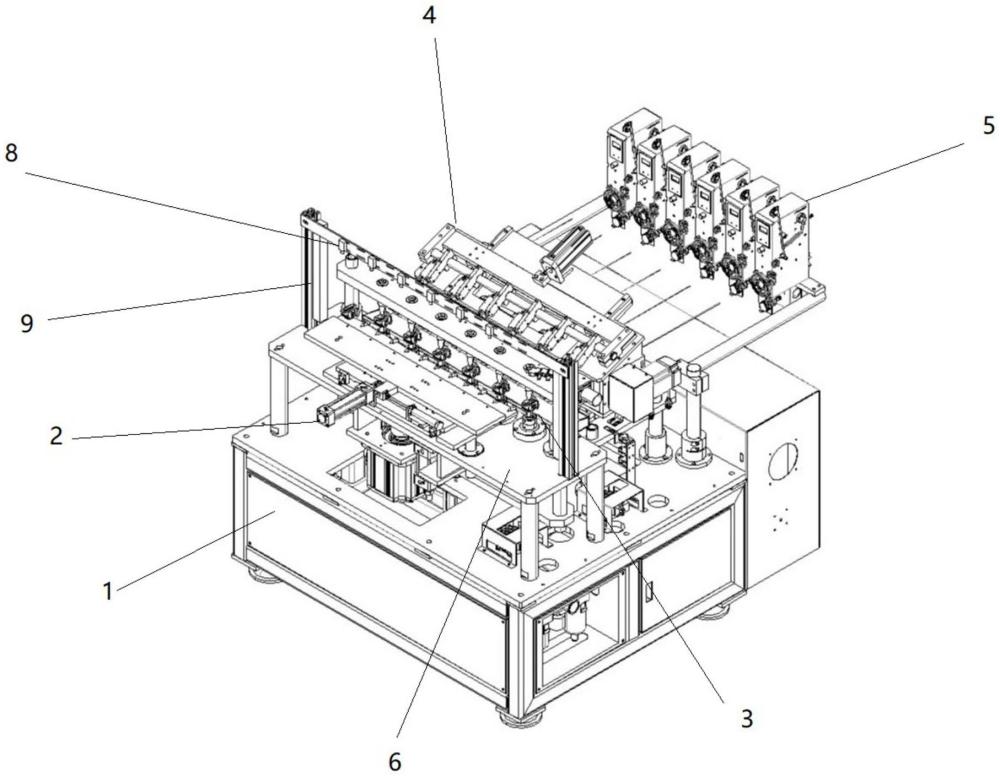
2、为达到上述目的,本实用新型采用的技术方案是:一种六工位分块定子绕线机,包含机架,依次设置在机架上用于上下料的上下料机构、用于对铁芯进行绕线的绕线机构、用于对线剥漆及将线剪断及可以朝xyz轴方向移动的剥漆剪线机构、用于将线引到剥漆剪线机构处的张线机构;所述上下料机构直接将铁芯输送至绕线机构处;所述上下料机构及绕线机构均通过安装台安装在机架上;所述剥漆剪线机构正对绕线机构处设置有用于出线的若干线嘴。
3、优选的,所述上下料机构包括z轴升降组件、x轴平移组件及y轴平移组件;所述z轴升降组件设置在安装台上;所述y轴平移组件设置在z轴升降组件上;所述x轴平移组件设置在y轴平移组件上;所述z轴升降组件包括设置在安装台上方的上下料升降板、设置安装台底面且输出端贯穿安装台与上下料升降板连接的上下料升降气缸;所述上下料升降板两端与安装台之间均设置有上下料导杆;所述y轴平移组件包括设置在上下料升降板顶面两端沿y轴方向放置的两条上下料y轴滑轨、滑动设置在两条上下料y轴滑轨上的上下料y轴移动板、设置在上下料升降板一侧用于带动上下料y轴移动板移动的上下料y轴移动气缸;所述x轴平移组件包括设置在上下料y轴移动板中部沿x轴方向放置的上下料x轴滑轨、滑动设置在上下料x轴滑轨上的上下料x轴移动板、设置在下料y轴移动板一侧用于带动上下料x轴移动板移动的上下料x轴移动气缸;所述上下料x轴移动板正对绕线机构一侧处设置有若干用于放置铁芯的卡槽。
4、优选的,所述上下料x轴移动板上的卡槽正上方设置有若干正对每个卡槽的物料传感器;若干所述物料传感器通过传感器架设置再安装台上。
5、优选的,所述上下料x轴移动板及上下料y轴移动板的底面两端均设置有防撞器。
6、优选的,所述绕线机构均包括设置安装台上的压紧旋转组件、设置在压紧旋转组件下压端一侧的若干夹线组件;所述压紧旋转组件包括位于安装台上方且沿x轴放置的长条压板、设置在长条压板底面用于压紧铁芯的压头、设置在长条压板两端且一端贯穿安装台至底面的两根压紧导杆、位于安装台底面连接在两根压紧导杆一端处的压紧驱动板、设置在机架内压紧驱动板升降的压紧升降气缸、设置在长安装台顶面且位于若干压头正下方用于放置铁芯且可旋转的若干旋转座;若干所述旋转座的输出端均贯穿安装台至底面,且输出端上均设置有两个压紧从动轮;所述安装台底面设置有压紧支撑架,且压紧支撑架上设置有压紧旋转驱动电机;所述压紧旋转驱动电机的输出端上设置有压紧主动轮;所述压紧主动轮通过皮带带动若干压紧从动轮转动;若干所述夹线组件设置在长条压板正对剥漆剪线机构一侧底面处;若干所述夹线组件均包括设置在长条压板上且输出端朝下的夹线气缸;所述夹线气缸的输出端一端上设置有夹紧柱,且输出端贯穿夹紧柱中部;所述夹线气缸的输出端上设置有夹紧杆,且夹紧杆与夹线气缸的输出端相互垂直;所述夹紧柱与夹紧杆的贴合处设置有夹紧圆弧槽。
7、优选的,所述剥漆剪线机构包括剥漆组件、剪线组件及xyz三轴驱动组件;所述剥漆组件包括设置在xyz三轴驱动组件输出端上的剥漆箱体、设置在剥漆箱体内用于对线的起始端进行剥漆的若干剥漆刀、设置在剥漆箱体一侧通过带传动驱动剥漆刀进行剥漆的剥漆驱动电机;若干所述线嘴设置在剥漆箱体正对绕线机构的一面上;若干所述剥漆刀位于若干线嘴的正后方;所述剥漆箱体顶面为倾斜面;所述剪线组件倾斜设置在剥漆箱体的顶面;所述剪线组件包括设置在剥漆箱体顶面两端的两条剪线滑轨、滑动设置在两条剪线滑轨上的剪线滑板、设置在剪线滑板上且输出端正对线嘴用于剪线的若干气剪、设置在剥漆箱体顶面用与将剪线滑板往线嘴方向推的剪线驱动气缸;所述xyz三轴驱动组件包括位于机架顶面上方且中间带有通孔的升降台、设置在升降台与机架之间四个角上且一端贯穿至机架内的导柱、位于机架内连接在四根导柱上的导柱连接板、设置在机架内底部用于驱动升降台升降的升降台驱动电机、设置在升降台两端沿y轴方向放置的两条剥漆剪线y轴滑轨、滑动设置在两条剥漆剪线y轴滑轨上的剥漆剪线y轴平移滑板、设置剥漆剪线y轴平移滑板长度方向两侧且沿x轴方向放置的两条剥漆剪线x轴滑轨、滑动设置在两条剥漆剪线x轴滑轨上的剥漆剪线x轴平移滑板;所述剥漆剪线y轴平移滑板与剥漆剪线x轴平移滑板均通过螺杆驱动组件进行驱动平移。
8、优选的,所述安装上位于若干线嘴处正下方设置废线收集仓。
9、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
10、本实用新型通过上下料机构直接对绕线机构进行上下料无需再额外增加运输组件,不仅缩短了输送距离提高了效率,还简化了结构降低了成本同时也便于设备的维护,并且通过设置可以朝xyz轴方向移动的剥漆剪线机构,能有效的适应更多型号的铁芯。
技术特征:
1.一种六工位分块定子绕线机,其特征在于:包含机架,依次设置在机架上用于上下料的上下料机构、用于对铁芯进行绕线的绕线机构、用于对线剥漆及将线剪断及可以朝xyz轴方向移动的剥漆剪线机构、用于将线引到剥漆剪线机构处的张线机构;所述上下料机构直接将铁芯输送至绕线机构处;所述上下料机构及绕线机构均通过安装台安装在机架上;所述剥漆剪线机构正对绕线机构处设置有用于出线的若干线嘴。
2.根据权利要求1所述的六工位分块定子绕线机,其特征在于:所述上下料机构包括z轴升降组件、x轴平移组件及y轴平移组件;所述z轴升降组件设置在安装台上;所述y轴平移组件设置在z轴升降组件上;所述x轴平移组件设置在y轴平移组件上;所述z轴升降组件包括设置在安装台上方的上下料升降板、设置安装台底面且输出端贯穿安装台与上下料升降板连接的上下料升降气缸;所述上下料升降板两端与安装台之间均设置有上下料导杆;所述y轴平移组件包括设置在上下料升降板顶面两端沿y轴方向放置的两条上下料y轴滑轨、滑动设置在两条上下料y轴滑轨上的上下料y轴移动板、设置在上下料升降板一侧用于带动上下料y轴移动板移动的上下料y轴移动气缸;所述x轴平移组件包括设置在上下料y轴移动板中部沿x轴方向放置的上下料x轴滑轨、滑动设置在上下料x轴滑轨上的上下料x轴移动板、设置在下料y轴移动板一侧用于带动上下料x轴移动板移动的上下料x轴移动气缸;所述上下料x轴移动板正对绕线机构一侧处设置有若干用于放置铁芯的卡槽。
3.根据权利要求2所述的六工位分块定子绕线机,其特征在于:所述上下料x轴移动板上的卡槽正上方设置有若干正对每个卡槽的物料传感器;若干所述物料传感器通过传感器架设置再安装台上。
4.根据权利要求3所述的六工位分块定子绕线机,其特征在于:所述上下料x轴移动板及上下料y轴移动板的底面两端均设置有防撞器。
5.根据权利要求4所述的六工位分块定子绕线机,其特征在于:所述绕线机构均包括设置安装台上的压紧旋转组件、设置在压紧旋转组件下压端一侧的若干夹线组件;所述压紧旋转组件包括位于安装台上方且沿x轴放置的长条压板、设置在长条压板底面用于压紧铁芯的压头、设置在长条压板两端且一端贯穿安装台至底面的两根压紧导杆、位于安装台底面连接在两根压紧导杆一端处的压紧驱动板、设置在机架内压紧驱动板升降的压紧升降气缸、设置在长安装台顶面且位于若干压头正下方用于放置铁芯且可旋转的若干旋转座;若干所述旋转座的输出端均贯穿安装台至底面,且输出端上均设置有两个压紧从动轮;所述安装台底面设置有压紧支撑架,且压紧支撑架上设置有压紧旋转驱动电机;所述压紧旋转驱动电机的输出端上设置有压紧主动轮;所述压紧主动轮通过皮带带动若干压紧从动轮转动;若干所述夹线组件设置在长条压板正对剥漆剪线机构一侧底面处;若干所述夹线组件均包括设置在长条压板上且输出端朝下的夹线气缸;所述夹线气缸的输出端一端上设置有夹紧柱,且输出端贯穿夹紧柱中部;所述夹线气缸的输出端上设置有夹紧杆,且夹紧杆与夹线气缸的输出端相互垂直;所述夹紧柱与夹紧杆的贴合处设置有夹紧圆弧槽。
6.根据权利要求5所述的六工位分块定子绕线机,其特征在于:所述剥漆剪线机构包括剥漆组件、剪线组件及xyz三轴驱动组件;所述剥漆组件包括设置在xyz三轴驱动组件输出端上的剥漆箱体、设置在剥漆箱体内用于对线的起始端进行剥漆的若干剥漆刀、设置在剥漆箱体一侧通过带传动驱动剥漆刀进行剥漆的剥漆驱动电机;若干所述线嘴设置在剥漆箱体正对绕线机构的一面上;若干所述剥漆刀位于若干线嘴的正后方;所述剥漆箱体顶面为倾斜面;所述剪线组件倾斜设置在剥漆箱体的顶面;所述剪线组件包括设置在剥漆箱体顶面两端的两条剪线滑轨、滑动设置在两条剪线滑轨上的剪线滑板、设置在剪线滑板上且输出端正对线嘴用于剪线的若干气剪、设置在剥漆箱体顶面用与将剪线滑板往线嘴方向推的剪线驱动气缸;所述xyz三轴驱动组件包括位于机架顶面上方且中间带有通孔的升降台、设置在升降台与机架之间四个角上且一端贯穿至机架内的导柱、位于机架内连接在四根导柱上的导柱连接板、设置在机架内底部用于驱动升降台升降的升降台驱动电机、设置在升降台两端沿y轴方向放置的两条剥漆剪线y轴滑轨、滑动设置在两条剥漆剪线y轴滑轨上的剥漆剪线y轴平移滑板、设置剥漆剪线y轴平移滑板长度方向两侧且沿x轴方向放置的两条剥漆剪线x轴滑轨、滑动设置在两条剥漆剪线x轴滑轨上的剥漆剪线x轴平移滑板;所述剥漆剪线y轴平移滑板与剥漆剪线x轴平移滑板均通过螺杆驱动组件进行驱动平移。
7.根据权利要求1-6任意一项所述的六工位分块定子绕线机,其特征在于:所述安装上位于若干线嘴处正下方设置废线收集仓。
技术总结
本技术涉及一种六工位分块定子绕线机,包含机架,依次设置在机架上用于上下料的上下料机构、用于对铁芯进行绕线的绕线机构、用于对线剥漆及将线剪断及可以朝XYZ轴方向移动的剥漆剪线机构、用于将线引到剥漆剪线机构处的张线机构;所述上下料机构直接将铁芯输送至绕线机构处;所述上下料机构及绕线机构均通过安装台安装在机架上;所述剥漆剪线机构正对绕线机构处设置有用于出线的若干线嘴;本技术通过上下料机构直接对绕线机构进行上下料无需再额外增加运输组件,不仅缩短了输送距离提高了效率,还简化了结构降低了成本同时也便于设备的维护,并且通过设置可以朝XYZ轴方向移动的剥漆剪线机构,能有效的适应更多型号的铁芯。
技术研发人员:郑金堂
受保护的技术使用者:苏州市帅睿自动化设备有限公司
技术研发日:20230417
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!