一种定转子合装装配夹具的制作方法
本技术属于电机精密装配制造领域,涉及一种装配夹具,具体是一种定转子合装装配夹具。
背景技术:
1、目前,定转子合装主要采用定位底座定位定子壳体,定位套筒定位支撑转子轴,定位螺杆定位导向转子总成中的后端盖及壳体,定位底座与定位套筒之间采用孔轴配合,需要人为控制转子总成下降的速度,由于转子总成尺寸比较大,重量比较重,人很难操控转子总成下降的速度,导致在定子和转子总成合装的过程中,装配操作复杂,难度大,装配效率低下。
2、在电驱动总成的装配过程中,定子和转子总成需要合装,将转子总成装入定子中,由于转子带磁性,并且需要将带端盖的转子总成倒正,支撑转子轴缓慢地放入定子中,准确的实现定转子合装装配工序。由于转子带磁性,因此还需要夹具的材料不被磁化,不被磁性转子吸附。因此,需要设计一种可以准确实现定转子合装装配工序的装配夹具。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于,提供一种定转子合装装配夹具,以解决现有技术中定转子装配准确性不高的技术问题。
2、为了解决上述技术问题,本实用新型采用如下技术方案予以实现:
3、一种定转子合装装配夹具,包括在定子壳体上安装的多个定位螺杆和在转子总成壳体上开设的多个螺栓过孔,所述的定位螺杆和螺栓过孔位置对应且相匹配;
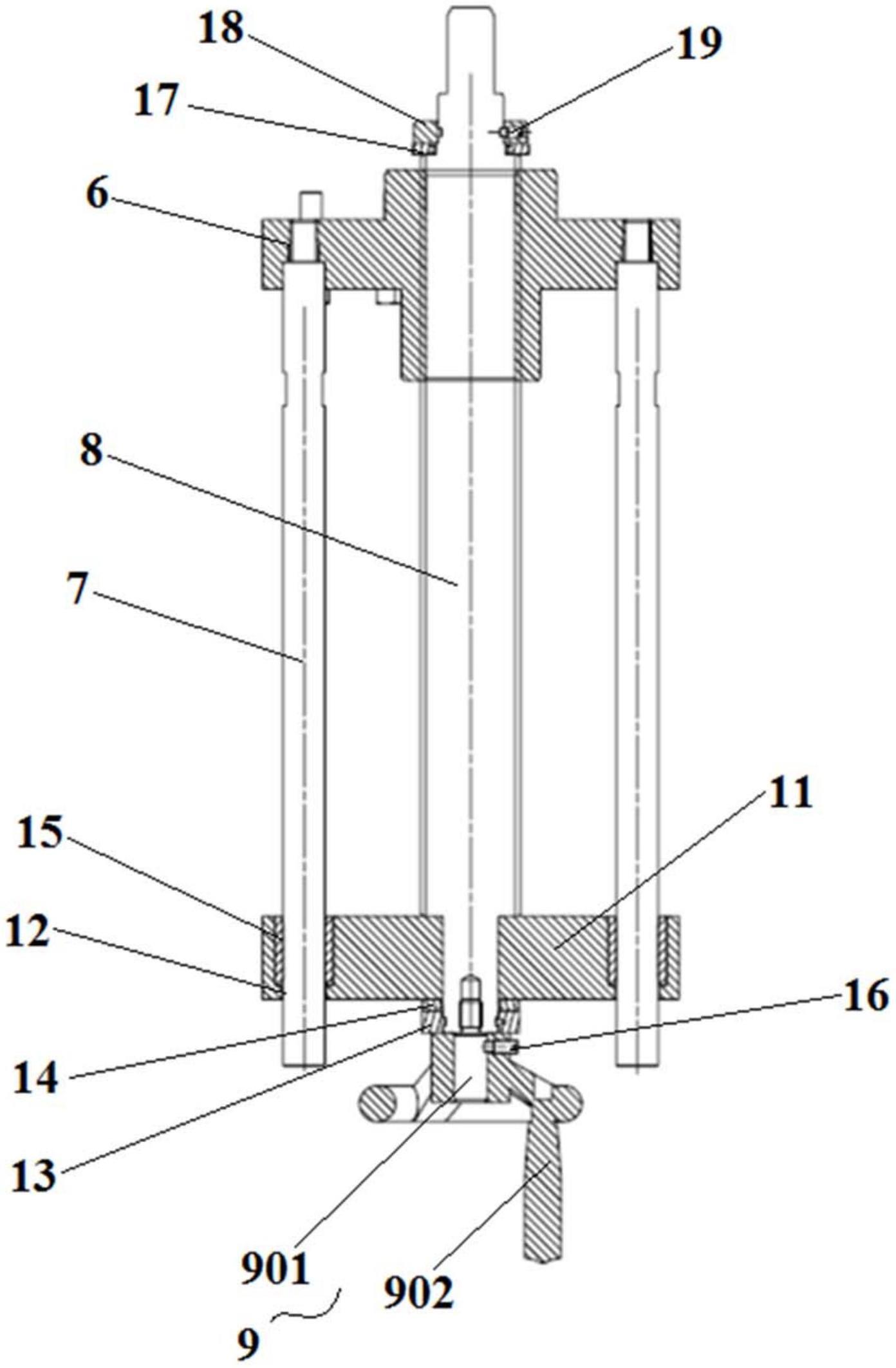
4、还包括固定安装在定子壳体底部的定位底座,所述的定位底座的径向外侧开设有多个沿周向均匀分布的第一安装孔,所述的第一安装孔中安装有转轴的一端;所述的定位底座的中部设置有定位轴,所述的定位轴的顶端穿出定位底座并伸入所述的定子壳体内部,所述的定位轴的底端固定设置有转动结构,所述的定位轴的底部套设有安装套,所述的安装套的径向外侧开设有与第一安装孔位置对应的第二安装孔,所述的第二安装孔中安装有转轴的另一端;
5、所述的转动结构包括一端固定安装在定位轴底端的安装轴,所述的安装轴上套设有手轮。
6、本实用新型还包括以下技术特征:
7、所述的手轮的顶端面由下至上依次设置有旋转垫片和第一推力滚针轴承,所述的旋转垫片和第一推力滚针轴承均套设在定位轴上。
8、所述的第二安装孔和转轴之间设置有无油衬套。
9、所述的定位底座与所述的定位轴之间为螺纹连接。
10、所述的手轮侧壁上设置有防转螺钉,所述的防转螺钉与安装轴垂直。
11、所述的定位轴的顶端由下至上依次套设有第二推力滚针轴承和支撑块。
12、所述的支撑块上设置有防掉螺钉,所述的防掉螺钉与所述的定位轴垂直。
13、本实用新型与现有技术相比,有益的技术效果是:
14、(ⅰ)本实用新型中通过定位螺杆和螺栓过孔配合将定子壳体和转子总成壳体导向到正确的位置;分别采用转子总成中的定位轴内孔和定子壳体的内孔,定位定子壳体的内孔,通过设置转轴确保了定位轴与定子壳体的同轴度要求,解决了现有技术中定转子装配准确性不高的技术问题。
15、(ⅱ)本实用新型中定位底座和定位轴之间是螺纹连接,使得转子总成能够缓慢地下降装入到定子壳体中,并保证了可以在任意位置停止或者做轴向运动的要求。
技术特征:
1.一种定转子合装装配夹具,其特征在于,包括在定子壳体(3)上安装的多个定位螺杆(2)和在转子总成壳体(1)上开设的多个螺栓过孔(4),所述的定位螺杆(2)和螺栓过孔(4)位置对应且相匹配;
2.如权利要求1所述的定转子合装装配夹具,其特征在于,所述的手轮(902)的顶端面由下至上依次设置有旋转垫片(13)和第一推力滚针轴承(14),所述的旋转垫片(13)和第一推力滚针轴承(14)均套设在定位轴(8)上。
3.如权利要求1所述的定转子合装装配夹具,其特征在于,所述的第二安装孔(12)和转轴(7)之间设置有无油衬套(15)。
4.如权利要求1所述的定转子合装装配夹具,其特征在于,所述的定位底座(5)与所述的定位轴(8)之间为螺纹连接。
5.如权利要求1所述的定转子合装装配夹具,其特征在于,所述的手轮(902)侧壁上设置有防转螺钉(16),所述的防转螺钉(16)与安装轴(901)垂直。
6.如权利要求1所述的定转子合装装配夹具,其特征在于,所述的定位轴(8)的顶端由下至上依次套设有第二推力滚针轴承(17)和支撑块(18)。
7.如权利要求6所述的定转子合装装配夹具,其特征在于,所述的支撑块(18)上设置有防掉螺钉(19),所述的防掉螺钉(19)与所述的定位轴(8)垂直。
技术总结
本技术公开了一种定转子合装装配夹具,包括在定子壳体上安装的多个定位螺杆和在转子总成壳体上开设的多个螺栓过孔,所述的定位螺杆和螺栓过孔位置对应且相匹配;还包括固定安装在定子壳体底部的定位底座,所述的定位底座的径向外侧开设有多个沿周向均匀分布的第一安装孔,所述的第一安装孔中安装有转轴的一端;所述的定位底座的中部设置有定位轴。通过定位螺杆和螺栓过孔配合将定子壳体和转子总成壳体导向到正确的位置;分别采用转子总成中的定位轴内孔和定子壳体的内孔,定位定子壳体的内孔,通过设置转轴确保了定位轴与定子壳体的同轴度要求,解决了现有技术中定转子装配准确性不高的技术问题。
技术研发人员:陈乐乐,岳文兵,徐文祥
受保护的技术使用者:陕西法士特汽车传动集团有限责任公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!