一种可预先组装的接线盒的制作方法
本申请涉及电力设备,特别是涉及一种可预先组装的接线盒。
背景技术:
1、防爆电机在使用过程中,大都是通过接线盒与电源进行连接。
2、目前,电机厂家在电机装配时对接线盒的装配是在电机总装现场实现的,装配接线盒时,需依次将接线螺栓与电机定子线圈引出线压接后再穿入盒座上的端子套,然后才能装配盒座内接线螺栓上的零部件等,经统计,接线盒内部零部件有五十多个,组装起来费时费力,影响装配效率。
技术实现思路
1、本申请提供了一种可预先组装的接线盒,该接线盒可将盒座内部的零部件预先组装完成,提高电机总装现场的装配效率。
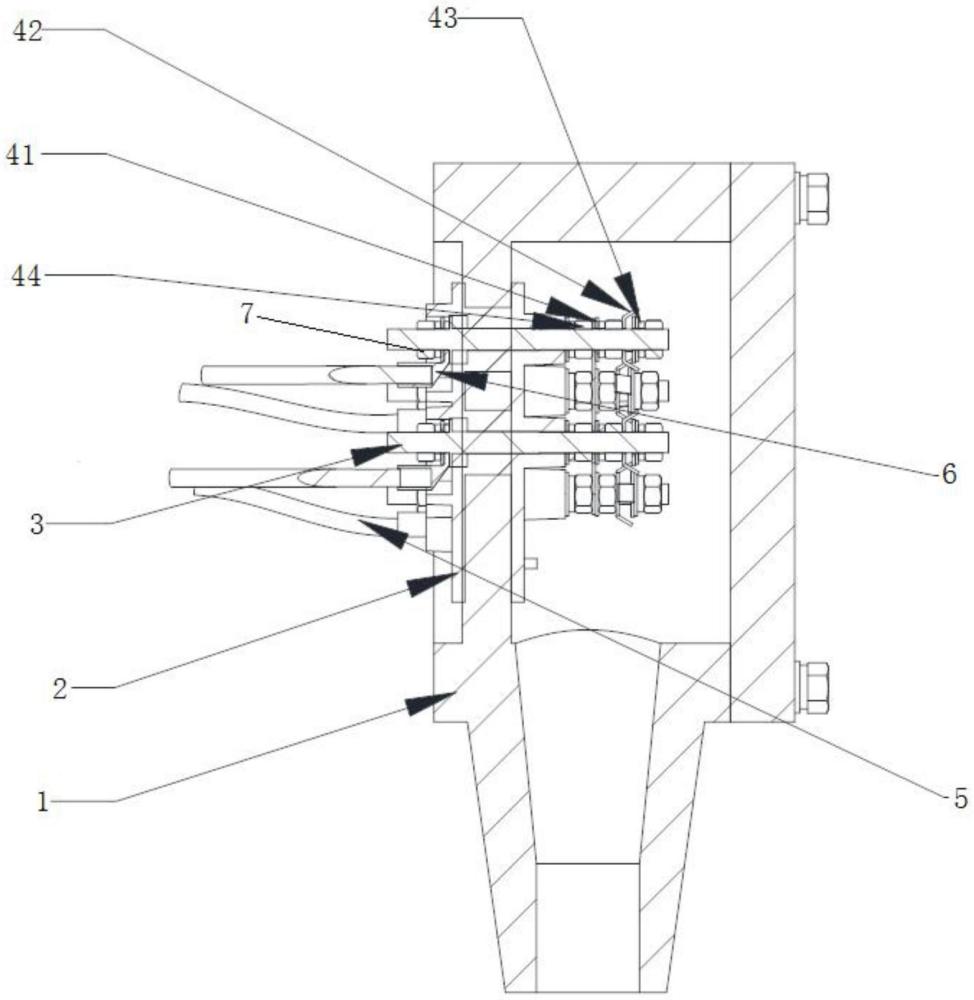
2、根据一些实施例,本申请提供了一种可预先组装的接线盒,包括:盒座,所述盒座的底部设置有预先装配好的端子套和接线螺栓;所述接线螺栓的第一端位于所述盒座内、第二端位于所述盒座外,在所述盒座内设置有组装在所述接线螺栓的第一端上的若干个零部件;所述盒座的底部设置有与电机定子线圈引出线联接的接线鼻,所述接线鼻固定连接于所述接线螺栓的第二端上。
3、可选的是,所述端子套的材质为dmc团状模塑料。
4、可选的是,所述端子套和所述盒座的底部热压成型;或者所述端子套和所述盒座的底部采用螺纹锁紧的方式进行装配。
5、可选的是,所述盒座内的零部件包括连接片、弓形垫片、弹性垫片以及紧固螺母,所述连接片、弓形垫片和弹性垫片依次按顺序组装在所述接线螺栓的第一端上,并采用所述紧固螺母进行紧固。
6、可选的是,所述端子套的底部设置有若干个凹窝,所述凹窝用于容纳装配后的所述接线鼻和所述接线螺栓。
7、可选的是,所述接线鼻和所述接线螺栓采用锁紧螺母进行锁紧。
8、可选的是,所述接线螺栓的第二端上还组装有弹性垫片和平垫,所述弹性垫片和平垫位于所述锁紧螺母和所述接线鼻的端部之间。
9、可选的是,所述接线鼻的端部设置为直角,所述接线鼻的直角端伸入至所述凹窝内且套设于所述接线螺栓的第二端上。
10、本公开的实施例至少具有以下优点:
11、本申请中的接线盒在生产时可预先将接线螺栓装入盒座上的端子套,并将盒座内部的若干个零部件全部组装在接线螺栓上,等在电机总装时,接线鼻先与电机定子线圈引出线压接完成,然后再与端子套底部的凹窝中接线螺栓进行锁紧固定,随后将盒座固定在电机出线口,即完成了接线盒在电机上的装配;采用此种可预先组装的接线盒结构可使隔爆型接线盒以组装件的形式存在,节省电机总装配时对接线盒内部零部件装配的时间和场地,提高电机总装配效率。
技术特征:
1.一种可预先组装的接线盒,其特征在于,包括:
2.根据权利要求1所述的可预先组装的接线盒,其特征在于,
3.根据权利要求2所述的可预先组装的接线盒,其特征在于,所述端子套(2)和所述盒座(1)的底部热压成型;或者所述端子套(2)和所述盒座(1)的底部采用螺纹锁紧的方式进行装配。
4.根据权利要求1所述的可预先组装的接线盒,其特征在于,所述盒座(1)内的零部件包括连接片(41)、弓形垫片(42)、弹性垫片(43)以及紧固螺母(44),所述连接片(41)、弓形垫片(42)和弹性垫片(43)依次按顺序组装在所述接线螺栓(3)的第一端上,并采用所述紧固螺母(44)进行紧固。
5.根据权利要求1所述的可预先组装的接线盒,其特征在于,
6.根据权利要求5所述的可预先组装的接线盒,其特征在于,所述接线鼻(6)和所述接线螺栓(3)采用锁紧螺母(7)进行锁紧。
7.根据权利要求6所述的可预先组装的接线盒,其特征在于,所述接线螺栓(3)的第二端上还组装有弹性垫片和平垫,所述弹性垫片和平垫位于所述锁紧螺母(7)和所述接线鼻(6)的端部之间。
8.根据权利要求6所述的可预先组装的接线盒,其特征在于,所述接线鼻(6)的端部设置为直角,所述接线鼻(6)的直角端伸入至所述凹窝(21)内且套设于所述接线螺栓(3)的第二端上。
技术总结
本申请公开了一种可预先组装的接线盒,包括:盒座,所述盒座的底部设置有预先装配好的端子套和接线螺栓;所述接线螺栓的第一端位于所述盒座内、第二端位于所述盒座外,在所述盒座内设置有组装在所述接线螺栓的第一端上的若干个零部件;所述盒座的底部设置有与电机定子线圈引出线联接的铜接线鼻,所述铜接线鼻固定连接于所述接线螺栓的第二端上。本申请的可预先组装的接线盒结构可使接线盒以组装件的形式存在,节省电机总装配时对接线盒内部零部件装配的时间和场地,提高电机总装配效率。
技术研发人员:杨文京
受保护的技术使用者:杨文京
技术研发日:20230524
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!