本技术涉及电机组装设备领域技术,尤其是指一种过桥线成型组装设备。
背景技术:
1、电机在组装过程中需要将过桥线组装于胶盖中,在组装之前要对过桥线折弯定型并进行裁切;申请号为202222721379.8的实用新型公开了一种发卡线圈折弯成型装置,现有技术在对过桥线成型和裁切时通常分步完成,未采用抵接组件和折弯切线组件之间的配合实现了对过桥线的折弯和切断一体式完成;另一方面,在过桥线组装时,未采用限位组件实现对胶盖的限位,过桥线组装于胶盖过程中时容易位置偏移,组装的精度低;因此,针对此现状,迫切需要开发一种过桥线成型组装设备,以满足实际使用的需求。
技术实现思路
1、有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种过桥线成型组装设备,其通过采用抵接组件和折弯切线组件之间的配合实现了对过桥线的折弯和切断一体式完成,满足了过桥线成型和裁切要求,整体结构紧凑,占用面积少;通过采用限位组件实现对胶盖的限位,防止过桥线组装于胶盖过程中位置偏移,提高了组装的精度。
2、为实现上述目的,本实用新型采用如下之技术方案:
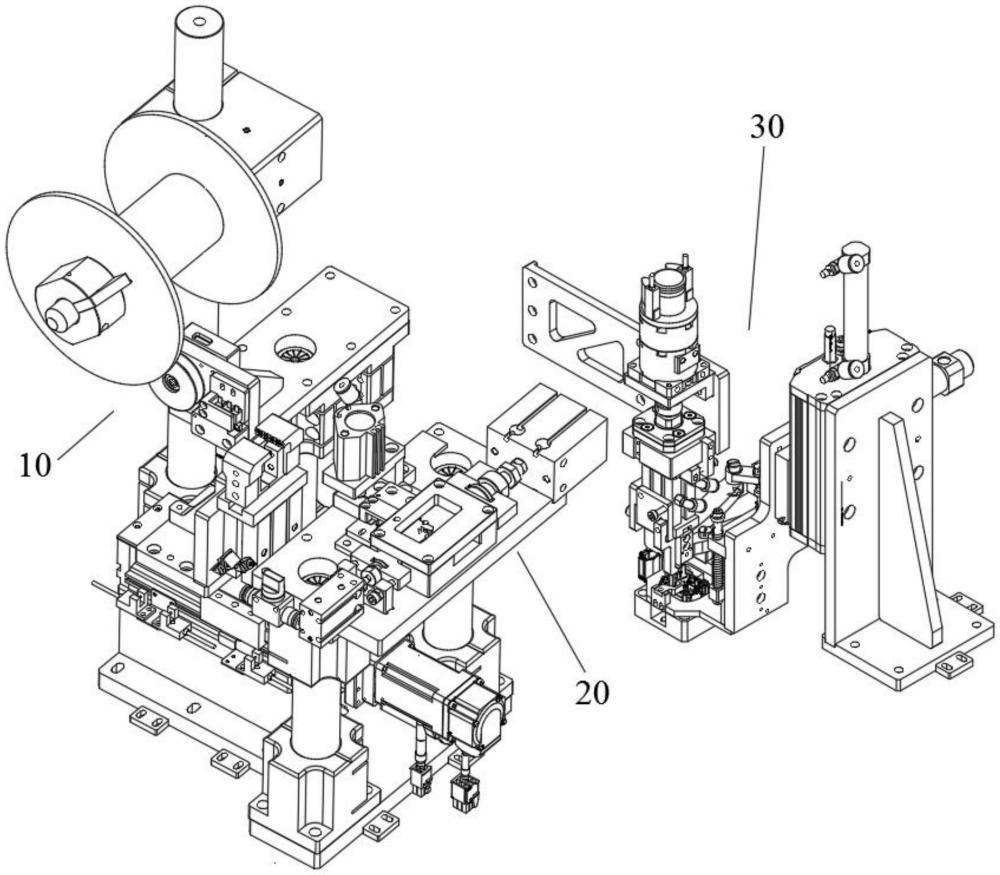
3、一种过桥线成型组装设备,包括用于对过桥线成型及裁切的成型切线机构、用于将过桥线送至成型切线机构上的送线机构和用于将过桥线组装于胶盖中的组装机构,该成型切线机构位于送线机构和组装机构之间;该成型切线机构具有用于与过桥线抵接的抵接组件和用于将过桥线折弯并切断的折弯切线组件,该过桥线位于抵接组件和折弯切线组件之间,该抵接组件和折弯切线组件相对应;该组装机构具有用于对胶盖限位的限位组件,该限位组件位于胶盖上方。
4、作为一种优选方案:所述成型切线机构还包括支架,该抵接组件具有抵接块,该折弯切线组件具有推块和切刀,该切刀紧固连接于推块的后侧,该过桥线穿过支架并位于抵接块和推块之间,该推块可移动式推动过桥线折弯,该抵接块随着推块的推动而后退。
5、作为一种优选方案:所述抵接组件还包括抵接驱动气缸,该折弯切线组件还包括折弯切线驱动气缸,该抵接块安装于抵接驱动气缸的轴端,该推块和切刀均安装于折弯切线驱动气缸的轴端。
6、作为一种优选方案:所述组装机构还包括用于将成型切线机构上的过桥线转移至胶盖中的转移组件和用于将过桥线紧固组装于胶盖中的紧固组件,该转移组件位于成型切线机构和胶盖之间,该紧固组件与胶盖相对应。
7、作为一种优选方案:所述限位组件包括压固驱动气缸、升降滑座和压板,该升降滑座安装于压固驱动气缸的轴端,该压板紧固安装于升降滑座上。
8、作为一种优选方案:所述紧固组件包括夹紧驱动气缸、第一连杆、第一夹杆、第二连杆和第二夹杆,该夹紧驱动气缸安装于升降滑座上,该第一连杆和第二连杆的后端铰接于夹紧驱动气缸的输出端,该第一连杆的前端与第一夹杆的后端铰接,该第二连杆的前端与第二夹杆的后端铰接。
9、作为一种优选方案:所述转移组件包括转移驱动装置和旋转夹紧气缸,该旋转夹紧气缸安装于转移驱动装置的输出端。
10、作为一种优选方案:所述送线机构包括放线盘、送线驱动装置和夹线气缸,该夹线气缸安装于送线驱动装置的输出端,该夹线气缸可移动式将放料盘的过桥线送至成型切线机构中。
11、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用送线机构、成型切线机构和组装机构自动化的实现了对过桥线的送线、成型切线和组装,提高了工作效率,降低了人工成本;通过采用抵接组件和折弯切线组件之间的配合实现了对过桥线的折弯和切断一体式完成,满足了过桥线成型和裁切要求,整体结构紧凑,占用面积少;通过采用限位组件实现对胶盖的限位,防止过桥线组装于胶盖过程中位置偏移,提高了组装的精度。
12、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
技术特征:1.一种过桥线成型组装设备,其特征在于:包括用于对过桥线成型及裁切的成型切线机构、用于将过桥线送至成型切线机构上的送线机构和用于将过桥线组装于胶盖中的组装机构,该成型切线机构位于送线机构和组装机构之间;该成型切线机构具有用于与过桥线抵接的抵接组件和用于将过桥线折弯并切断的折弯切线组件,该过桥线位于抵接组件和折弯切线组件之间,该抵接组件和折弯切线组件相对应;该组装机构具有用于对胶盖限位的限位组件,该限位组件位于胶盖上方。
2.根据权利要求1所述的过桥线成型组装设备,其特征在于:所述成型切线机构还包括支架,该抵接组件具有抵接块,该折弯切线组件具有推块和切刀,该切刀紧固连接于推块的后侧,该过桥线穿过支架并位于抵接块和推块之间,该推块可移动式推动过桥线折弯,该抵接块随着推块的推动而后退。
3.根据权利要求2所述的过桥线成型组装设备,其特征在于:所述抵接组件还包括抵接驱动气缸,该折弯切线组件还包括折弯切线驱动气缸,该抵接块安装于抵接驱动气缸的轴端,该推块和切刀均安装于折弯切线驱动气缸的轴端。
4.根据权利要求1所述的过桥线成型组装设备,其特征在于:所述组装机构还包括用于将成型切线机构上的过桥线转移至胶盖中的转移组件和用于将过桥线紧固组装于胶盖中的紧固组件,该转移组件位于成型切线机构和胶盖之间,该紧固组件与胶盖相对应。
5.根据权利要求4所述的过桥线成型组装设备,其特征在于:所述限位组件包括压固驱动气缸、升降滑座和压板,该升降滑座安装于压固驱动气缸的轴端,该压板紧固安装于升降滑座上。
6.根据权利要求5所述的过桥线成型组装设备,其特征在于:所述紧固组件包括夹紧驱动气缸、第一连杆、第一夹杆、第二连杆和第二夹杆,该夹紧驱动气缸安装于升降滑座上,该第一连杆和第二连杆的后端铰接于夹紧驱动气缸的输出端,该第一连杆的前端与第一夹杆的后端铰接,该第二连杆的前端与第二夹杆的后端铰接。
7.根据权利要求4所述的过桥线成型组装设备,其特征在于:所述转移组件包括转移驱动装置和旋转夹紧气缸,该旋转夹紧气缸安装于转移驱动装置的输出端。
8.根据权利要求1所述的过桥线成型组装设备,其特征在于:所述送线机构包括放线盘、送线驱动装置和夹线气缸,该夹线气缸安装于送线驱动装置的输出端,该夹线气缸可移动式将放料盘的过桥线送至成型切线机构中。
技术总结本技术公开一种过桥线成型组装设备,涉及电机组装设备技术领域,该过桥线成型组装设备包括用于对过桥线成型及裁切的成型切线机构、用于将过桥线送至成型切线机构上的送线机构和用于将过桥线组装于胶盖中的组装机构,该成型切线机构位于送线机构和组装机构之间;该成型切线机构具有用于与过桥线抵接的抵接组件和用于将过桥线折弯并切断的折弯切线组件,该抵接组件和折弯切线组件相对应;该组装机构具有用于对胶盖限位的限位组件;通过采用抵接组件和折弯切线组件之间的配合实现了对过桥线的折弯和切断一体式完成,满足了过桥线成型和裁切要求;通过采用限位组件实现对胶盖的限位,提高了组装的精度。
技术研发人员:彭榆伟,周华国,廖建勇
受保护的技术使用者:深圳市合利士智能装备有限公司
技术研发日:20231115
技术公布日:2024/6/11