储能电动机转子异形槽磁钢装配工装的制作方法
本技术属于电机装配,尤其涉及储能电动机转子异形槽磁钢装配工装。
背景技术:
1、目前,一般永磁电动机转子磁钢装配分为2大类一种是表贴式,一种是内嵌式,内嵌式磁钢装配使用转子冲片槽型进行定位,一种是表贴式,表贴式磁钢装配一般使用转子外圆自带槽型定位或使用转子自带的安装孔进行安装固定槽进行定位。
2、普通的永磁电动机磁钢装配装置结构比较简单,一般只解决了磁钢装配的问题,未全面考虑永磁电动机磁钢在整个装配过程中的安全性、便捷性问题,使磁钢在装配过程中很容易被挤压碎,而且磁钢很容易被弹出伤人。
技术实现思路
1、本实用新型针对现有技术中磁钢在装配过程中会被挤压碎的问题,提出如下技术方案:
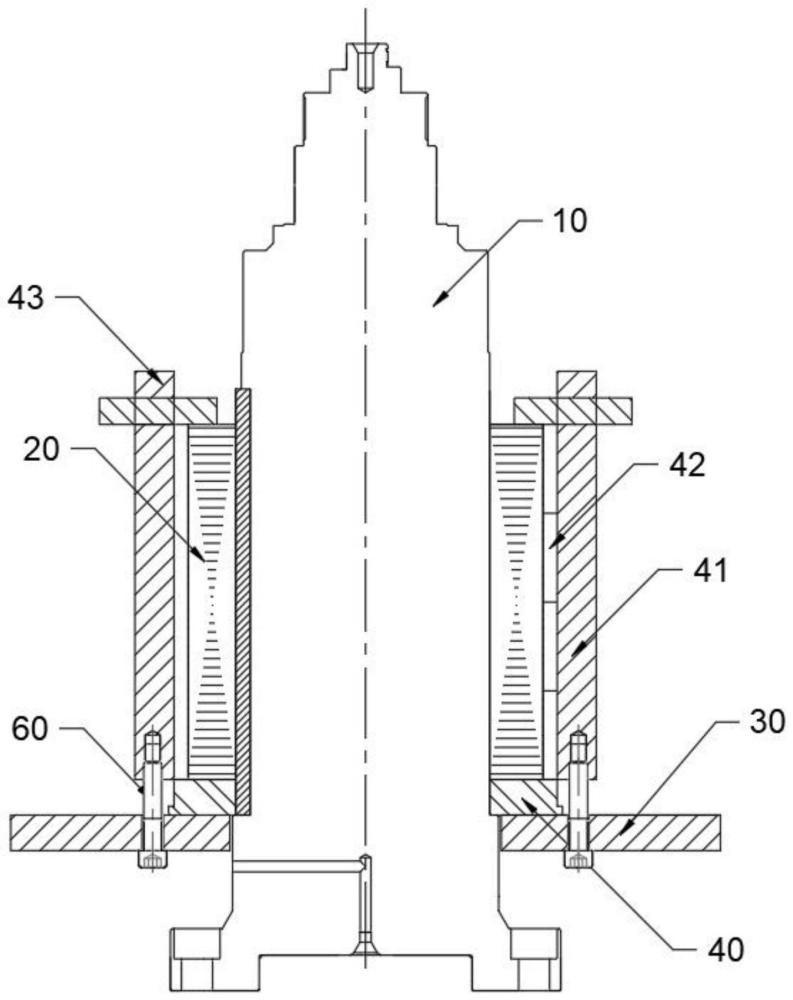
2、储能电动机转子异形槽磁钢装配工装,包括:电机转轴、转子铁芯和底座,所述转子铁芯和底座之间设置有转子压圈,按对两种磁钢装配时序可依次分为第一定位组件和第二定位组件;
3、所述第一定位组件包括第一定位模,所述第一定位模内侧周向等距开设有多个磁钢插槽,所述第二定位组件包括第二定位模和导向板,所述第二定位模内部设置有多个槽样棒。
4、作为上述技术方案的优选,所述第一定位模和第二定位模均可通过内六角螺栓与底座固定连接,所述第一定位模或第二定位模与电机转轴同轴设置。
5、作为上述技术方案的优选,所述第一定位组件还包括多个第一压板,所述第一压板通过螺钉与第一定位模固定连接。
6、作为上述技术方案的优选,所述第二定位组件还包括多个第二压板,所述第二压板通过螺钉与第二定位模固定连接。
7、作为上述技术方案的优选,所述第二定位模表面开设有多组观察窗,同一组多个所述观察窗一侧均设置有螺纹孔。
8、本实用新型的有益效果为:
9、1、利用两种定位组件依次对两种不同的磁钢进行工装,两种磁钢依次并有等间距的装入固定,避免出现磁钢间相互挤压状况,将两种种磁钢装配设计在一起,可节约大量的装配时间,提高了磁钢装配的成功率,同时也能降低磁钢装配的工艺难度;
10、2、在两种磁钢装入后,使用两种压板将对应位置的磁钢进行限位,磁钢稳稳安装在定位模内不会发生移动,避免出现磁钢弹出伤人的情况。
技术特征:
1.储能电动机转子异形槽磁钢装配工装,包括:电机转轴(10)、转子铁芯(20)和底座(30),所述转子铁芯(20)和底座(30)之间设置有转子压圈,其特征在于,按对两种磁钢装配时序可依次分为第一定位组件和第二定位组件;
2.根据权利要求1所述的储能电动机转子异形槽磁钢装配工装,其特征在于,所述第一定位模(41)和第二定位模(51)均可通过内六角螺栓(60)与底座(30)固定连接,所述第一定位模(41)或第二定位模(51)与电机转轴(10)同轴设置。
3.根据权利要求1所述的储能电动机转子异形槽磁钢装配工装,其特征在于,所述第一定位组件还包括多个第一压板(43),所述第一压板(43)通过螺钉与第一定位模(41)固定连接。
4.根据权利要求1所述的储能电动机转子异形槽磁钢装配工装,其特征在于,所述第二定位组件还包括多个第二压板(53),所述第二压板(53)通过螺钉与第二定位模(51)固定连接。
5.根据权利要求1所述的储能电动机转子异形槽磁钢装配工装,其特征在于,所述第二定位模(51)表面开设有多组观察窗(55),同一组多个所述观察窗(55)一侧均设置有螺纹孔(56)。
技术总结
本技术公开了储能电动机转子异形槽磁钢装配工装,包括电机转轴、转子铁芯和底座,按对两种磁钢装配时序可依次分为第一定位组件和第二定位组件,所述第一定位组件包括第一定位模,所述第一定位模内侧周向等距开设有多个磁钢插槽,所述第二定位组件包括第二定位模和导向板,所述第二定位模内部设置有多个槽样棒。利用两种定位组件依次对两种不同的磁钢进行工装,两种磁钢依次并有等间距的装入固定,避免出现磁钢间相互挤压状况,将两种种磁钢装配设计在一起,可节约大量的装配时间,提高了磁钢装配的成功率,同时也能降低磁钢装配的工艺难度。
技术研发人员:周文彬,王奔奔,吴浩亮,杨瑾如,丁云春,张顺云
受保护的技术使用者:安徽威能电机有限公司
技术研发日:20231122
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!