定子铁芯和电机的制作方法
本技术涉及电机,特别涉及一种定子铁芯和应用该定子铁芯的电机。
背景技术:
1、传统的铁芯生产方法为将钢片冲制成单元,然后再把冲制成型的每片叠制成定子铁芯或转子铁芯,冲制过程产生大量余料,存在成本高的问题。
2、现多采用卷绕铁芯,将钢片冲制成带状,然后将带状钢片进行缠绕,螺旋卷绕成铁芯,目前采用胶粘连接或者销钉连接的方式对堆叠后的钢片进行固定,从而形成定子铁芯。由于呈螺旋状的钢片具有弹性,采用胶粘连接容易出现钢片反弹的问题,需要借助外部工具进行夹紧固定,且等待时间较长;采用销钉固定需要将销钉由上至下依次敲进多层钢片,固定一个定子铁芯至少需要三个销钉,存在成本增加以及效率低下的问题。
技术实现思路
1、本实用新型的主要目的是提供一种定子铁芯,旨在提供一种方便固定、降低成本以及提高效率的定子铁芯。
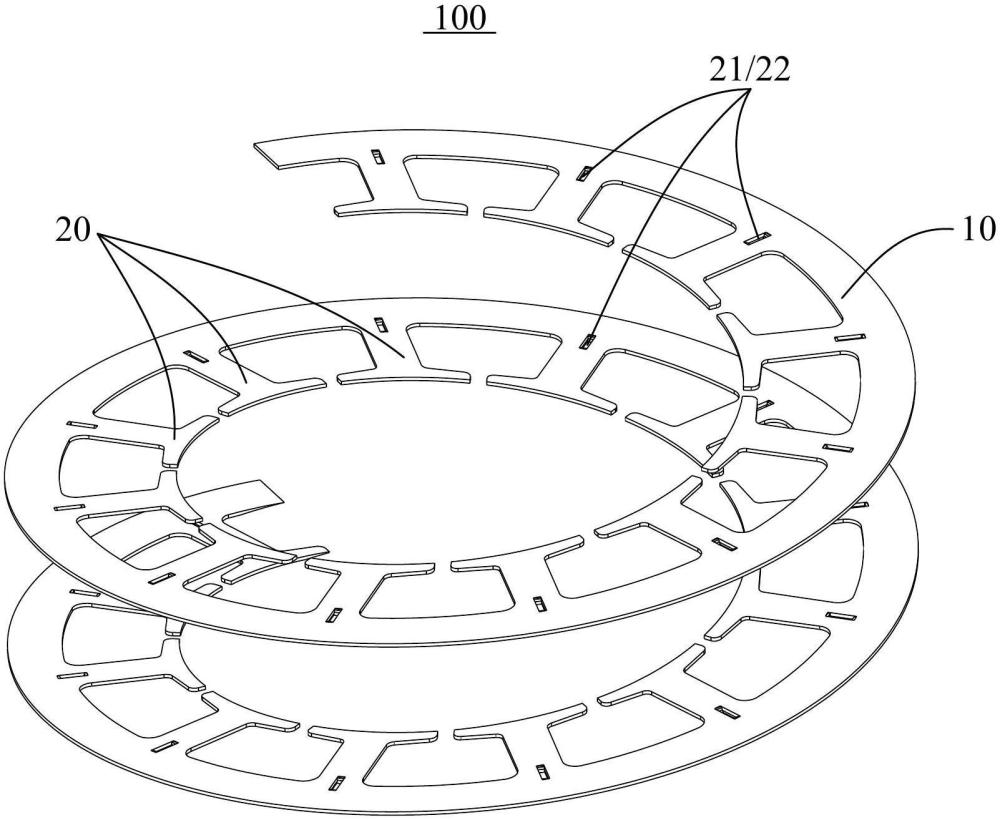
2、为实现上述目的,本实用新型提出的定子铁芯,所述定子铁芯由直列式的冲压带卷绕成螺旋状并上下堆叠而成,所述冲压带包括:
3、轭部,卷绕成螺旋式;
4、齿部,所述齿部有多个且等间距地设于所述轭部的同一侧;
5、所述冲压带通过冲压形成多个卡紧孔和多个翻扣,所述翻扣与所述卡紧孔一体成型且设于所述卡紧孔的底部,所述翻扣与位于下方的所述卡紧孔卡紧配合,实现所述定子铁芯的固定。
6、可选地,所述齿部等间距地设于所述轭部的内侧,形成内转子定子。
7、可选地,所述卡紧孔设于所述齿部与所述轭部的连接处。
8、可选地,所述齿部等间距地设于所述轭部的外侧,形成外转子定子。
9、可选地,所述卡紧孔设于所述齿部。
10、可选地,所述齿部呈t形,所述齿部与所述轭部之间通过圆弧实现过渡。
11、可选地,所述冲压带的材料为冷板或者矽钢片。
12、可选地,所述定子铁芯堆叠后的高度为8mm~20mm。
13、本实用新型还提出一种电机,所述电机包括如上述所述的定子铁芯。
14、本实用新型技术方案的定子铁芯由直列式的冲压带卷绕成螺旋状并上下堆叠而成,冲压带包括轭部和多个齿部,在每一个齿部通过冲压形成卡紧孔,卡紧孔的底部边缘形成翻扣,由于采用了翻扣卡入下方卡紧孔并实现卡紧配合的技术手段,所以,有效解决了现有技术中胶粘连接容易出现钢片反弹以及销钉固定存在成本增加以及效率低下的技术问题,进而实现了方便固定、降低成本以及提高效率的技术效果。
技术特征:
1.一种定子铁芯,其特征在于,所述定子铁芯由直列式的冲压带卷绕成螺旋状并上下堆叠而成,所述冲压带包括:
2.如权利要求1所述的定子铁芯,其特征在于,所述齿部等间距地设于所述轭部的内侧,形成内转子定子。
3.如权利要求2所述的定子铁芯,其特征在于,所述卡紧孔设于所述齿部与所述轭部的连接处。
4.如权利要求1所述的定子铁芯,其特征在于,所述齿部等间距地设于所述轭部的外侧,形成外转子定子。
5.如权利要求4所述的定子铁芯,其特征在于,所述卡紧孔设于所述齿部。
6.如权利要求1至5任一项所述的定子铁芯,其特征在于,所述齿部呈t形,所述齿部与所述轭部之间通过圆弧实现过渡。
7.如权利要求1至5任一项所述的定子铁芯,其特征在于,所述冲压带的材料为冷板或者矽钢片。
8.如权利要求1至5任一项所述的定子铁芯,其特征在于,所述定子铁芯堆叠后的高度为8mm~20mm。
9.一种电机,其特征在于,所述电机包括如权利要求1至8任一项所述的定子铁芯。
技术总结
本技术公开一种定子铁芯和电机,涉及电机技术领域,其中,述定子铁芯由直列式的冲压带卷绕成螺旋状并上下堆叠而成,所述冲压带包括:轭部,卷绕成螺旋式;齿部,所述齿部有多个且等间距地设于所述轭部的同一侧,所述齿部通过冲压形成卡紧孔,所述卡紧孔的底部边缘形成翻扣,所述翻扣与位于下方的所述卡紧孔卡紧配合,实现所述定子铁芯的固定。该定子铁芯方便固定、降低成本以及提高效率。
技术研发人员:李应居,陈学全
受保护的技术使用者:佛山市顺德区一虎电子科技有限公司
技术研发日:20231202
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!