一种电机轭环压装工装及其压装方法与流程
本发明涉及电机,特别涉及一种电机轭环压装工装及其压装方法。
背景技术:
1、现有的伺服电机和无刷电机在安装轭环的过程中常会热压进行安装,通过对环部进行加热从而将其压入到线圈内,使得环部可与齿部和线圈安装到一起,现有的轭环在安装时通过放置定子下模从而实现定子和线圈的安装,最后在将环部通过压机压入到定子线圈内,由于在安装的过程中缺乏对定子线圈的抱紧使得环部在下压的过程中常会由于线圈发生松散导致环部无法很好的压入到定子线圈内,后续当环部冷却后环部就无法压入到定子线圈中,故此对工人的操作要求和操作速度要求较高,使得电机的环部安装效率低下,针对以上问题以下提出一种解决方案。
技术实现思路
1、本发明的目的是提供一种电机轭环压装工装及其压装方法,解决上述背景技术中所提出的问题。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
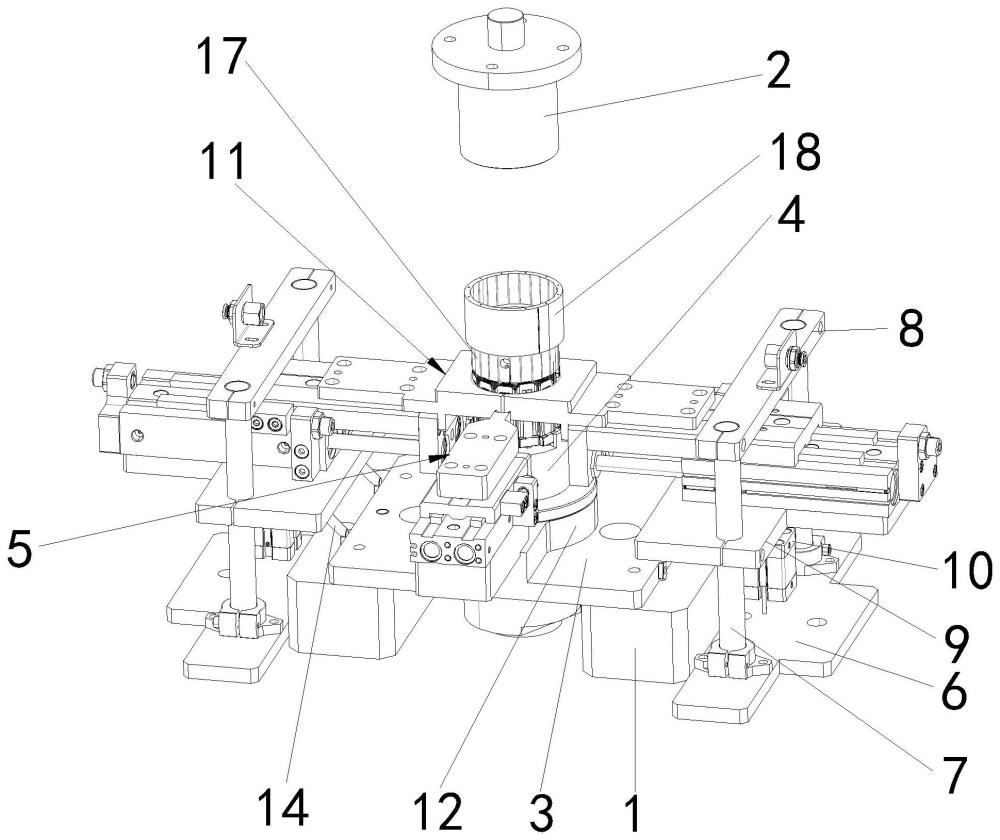
3、一种电机轭环压装工装,包括压机、支撑底板和安装在压机内的上模,所述支撑底板为u型结构,所述支撑底板的顶部通过螺栓安装有限位板,所述限位板的中心安装有下模,所述限位板上还设置有用于对定子进行定位的定子定位工装,所述支撑底板的两端还安装有两支撑板一,两所述支撑板一的顶部均对称安装有支撑杆,两所述支撑杆的顶部安装有定位板一,两相邻所述支撑杆之间滑动设置有支撑板二,所述支撑板一顶部还安装有气缸一,所述气缸一的活塞杆与所述支撑板二固定,两侧所述支撑板二均设置有便于安装环部的线圈抱紧工装。
4、作为优选,所述定子定位工装包括支撑块、支撑板三和推动气缸二,所述支撑块安装在限位板的顶部,所述支撑板三通过螺栓固定在支撑块的顶部,所述推动气缸二通过螺栓固定在支撑板三的顶部,所述推动气缸二上安装有定子定位板,所述定子定位板通过推动气缸的活塞杆从而实现滑动,所述定子定位板的端头开设有与所述定子相配合的卡槽,所述卡槽的两端均设有倒圆弧。
5、作为优选,所述线圈抱紧工装包括推动气缸三和夹持板,所述支撑板二为梯形结构,所述推动气缸三安装在支撑板二顶部,所述夹持板螺栓安装在推动气缸三顶部,所述夹持板通过推动气缸三从而实现滑动工作,所述夹持板的端部开设有与线圈相配合的圆弧槽。
6、作为优选,所述限位板中部开设有贯穿孔,所述限位板顶部安装有支撑环,所述支撑环与所述限位板的贯穿孔相对应,所述下模分别穿过支撑环与贯穿孔,所述下模通过螺栓实现与支撑环的固定。
7、作为优选,所述支撑块的顶部开设有滑槽,所述支撑板三的底部滑动设置在滑槽,所述支撑板三通过滑槽起到限位。
8、作为优选,所述限位板的两侧壁上还对称呈倾斜状安装有限位件,所述限位件位于所述支撑板二的下方。
9、一种电机轭环压装工装的压装方法,包括如下步骤:
10、s1:先将待安装电机尺寸相匹配的上模与下模分别安装进压机和限位板中,并将上模与下模进行固定便于后续的轭环安装;
11、s2:在下模中自带有胀套,胀套会与下模的内壁接触,再在下模中插入定子,定子的内壁会与胀套的外壁进行接触:
12、s3:启动定子定位工装,通过定子定位工装带动定子定位板进行滑动,定子定位板通过其端面开设的卡槽从而与其对应的定子进行接触,将未与定子定位板接触的定子处塞入线圈,通过定子定位板推动定子使得定子会挤压内部的胀套,胀套会发生胀紧,使得胀套可带动定子进行胀紧。
13、s4:胀紧后定子定位板会通过推动气缸二进行滑动使得定子定位板离开定子,这时在将未放入线圈处的位置塞入最后一个线圈;
14、s5:启动线圈抱紧工装,通过线圈抱紧工装带动夹持板进行滑动,通过两夹持板上与定子线圈相对应的圆弧槽从而实现对定子线圈进行夹持,防止定子线圈在后续安装配件的过程中发生松散,当定子线圈夹持好后在定子线圈的顶部先安装进导向模,导向模通过下模与胀套从而实现安装。
15、s6:将需要安装到定子线圈外部的环部时先将加热好的环部安装到导向模上,通过启动压机从而利用上模推动环部在导向模上进行滑动,环部在导向模上持续滑动使得环部底部会进入到定子线圈内,这时可再次启动线圈抱紧工装使得夹持板脱离定子线圈无需在对定子线圈进行夹持,通过压机持续推动上模使得环部从而可安装到定子线圈的外部从而实现电机轭环的安装;
16、s7:当轭环安装后通过拉动导向模从而可将整个安装好的电机从下模上进行拆除,最后在将导向模进行拆卸从而实现了整个电机的安装。
17、作为优选,所述导向模的外壁上开设有与所述环部相适配的滑槽。
18、作为优选,所述环部的加热温度在100-200度。
19、有益效果:在电机轭环安装的过程中通过设置定子定位工装和线圈抱紧工装使得可在安装定子时对定子进行定位夹持保证定子的安装,通过线圈抱紧工装使得在安装轭环时可对定子线圈进行夹持防止线圈发生松散导致环部无法很好的压入到定子线圈内,提高了电机轭环的安装效率,且对工人的操作要求和操作速度要求较低。
技术特征:
1.一种电机轭环压装工装,包括压机、支撑底板(1)和安装在压机内的上模(2),其特征在于,所述支撑底板(1)为u型结构,所述支撑底板(1)的顶部通过螺栓安装有限位板(3),所述限位板(3)的中心安装有下模(4),所述限位板(3)上还设置有用于对定子进行定位的定子定位工装(5),所述支撑底板(1)的两端还安装有两支撑板一(6),两所述支撑板一(6)的顶部均对称安装有支撑杆(7),两所述支撑杆(7)的顶部安装有定位板一(8),两相邻所述支撑杆(7)之间滑动设置有支撑板二(9),所述支撑板一(6)顶部还安装有气缸一(10),所述气缸一(10)的活塞杆与所述支撑板二(9)固定,两侧所述支撑板二(9)均设置有便于安装环部的线圈抱紧工装(11)。
2.根据权利要求1所述的一种电机轭环压装工装,其特征在于,所述定子定位工装(5)包括支撑块(51)、支撑板三(52)和推动气缸二(53),所述支撑块(51)安装在限位板(3)的顶部,所述支撑板三(52)通过螺栓固定在支撑块(51)的顶部,所述推动气缸二(53)通过螺栓固定在支撑板三(52)的顶部,所述推动气缸二(53)上安装有定子定位板(54),所述定子定位板(54)通过推动气缸二(53)的活塞杆从而实现滑动,所述定子定位板(54)的端头开设有与所述定子相配合的卡槽(55),所述卡槽(55)的两端均设有倒圆弧。
3.根据权利要求1所述的一种电机轭环压装工装,其特征在于,所述线圈抱紧工装(11)包括推动气缸三(111)和夹持板(112),所述支撑板二(9)为梯形结构,所述推动气缸三(111)安装在支撑板二(9)顶部,所述夹持板(112)螺栓安装在推动气缸三(111)顶部,所述夹持板(112)通过推动气缸三(111)从而实现滑动工作,所述夹持板(112)的端部开设有与线圈相配合的圆弧槽(113)。
4.根据权利要求1所述的一种电机轭环压装工装,其特征在于,所述限位板(3)中部开设有贯穿孔,所述限位板(3)顶部安装有支撑环(12),所述支撑环(12)与所述限位板(3)的贯穿孔相对应,所述下模(4)分别穿过支撑环(12)与贯穿孔,所述下模(4)通过螺栓实现与支撑环(12)的固定。
5.根据权利要求2所述的一种电机轭环压装工装,其特征在于,所述支撑块(51)的顶部开设有滑槽(13),所述支撑板三(52)的底部滑动设置在滑槽(13),所述支撑板三(52)通过滑槽(13)起到限位。
6.根据权利要求1所述的一种电机轭环压装工装,其特征在于,所述限位板(3)的两侧壁上还对称呈倾斜状安装有限位件(14),所述限位件(14)位于所述支撑板二(9)的下方。
7.根据权利要求1-6中任一项所述的一种电机轭环压装工装的压装方法,其特征在于,包括如下步骤:
8.根据权利要求7所述的一种电机轭环压装工装及其压装方法,其特征在于,所述导向模(17)的外壁上开设有与所述环部(18)相适配的滑槽。
9.根据权利要求7所述的一种电机轭环压装工装及其压装方法,其特征在于,所述环部(18)的加热温度在100-200度。
技术总结
本发明公开了一种电机轭环压装工装,涉及电机技术领域,包括压机、支撑底板和安装在压机内的上模,支撑底板为U型结构,支撑底板的顶部通过螺栓安装有限位板,限位板的中心安装有下模,限位板上还设置有用于对定子进行定位的定子定位工装,支撑底板的两端还安装有两支撑板一,两支撑板一的顶部均对称安装有支撑杆,两支撑杆的顶部安装有定位板一,两相邻支撑杆之间滑动设置有支撑板二,支撑板一顶部还安装有气缸一,气缸一的活塞杆与支撑板二固定,两侧支撑板二均设置有便于安装环部的线圈抱紧工装,通过设置定子定位工装和线圈抱紧工装使得,提高了电机轭环的安装效率,且对工人的操作要求和操作速度要求较低。
技术研发人员:应建光,陈昌庆,吴俊,郑弘磊
受保护的技术使用者:杭州直尚智能设备有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!