电气86盒预埋方法与流程
本发明涉及线盒安装,尤其是一种电气86盒预埋方法。
背景技术:
1、目前现浇建筑电气86盒安装最常用的方法是墙柱钢筋绑扎时或楼板模板支设后防线确定电气点位位置,待墙柱钢筋绑扎完毕或楼板底铁绑扎完毕后在电气点位上固定在后台加工好的86盒,一般后台加工86盒为安装好管与86盒连接的配套配件、86盒内塞填充物和86盒口封堵,86盒固定之后再进行导管安装,待导管、86盒及其它电气专业工作项安装完毕,墙柱进行模板施工,楼板进行扣铁施工,然后浇筑混凝土,最后拆除模板。
2、现有工艺有如下问题:1、墙柱上电气86盒固定需加设辅助措施,一般采用专用加筋盒配钢筋,这样增加工程量和辅助材料。2、墙柱上电气86盒在结构钢筋上固定,混凝土浇捣、钢筋保护层厚度等多因素致使预埋的电气86盒移位或被混凝土掩埋。3、楼板上的电气86盒若采用木模一般使用铁钉固定,拆模后铁钉遗留在混凝土内,后期楼顶部抹灰后极易返锈,造成质量隐患;若采用金属模板,电气86盒在楼板上没有好的固定方式,移位和被混凝土掩埋问题频发。4、隐蔽前虽有三检制度,但遗漏预埋时有发生。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种电气86盒预埋方法,其具有提高了点位预埋精度,预埋质量高的特点。
2、为实现此技术目的,本发明采用如下方案:
3、一种电气86盒预埋方法,按照如下步骤进行,
4、s1、根据设计图纸明确点位尺寸;
5、s2、铝模按照电气点位开孔;
6、s3、后台加工电气86盒,安需安装导管与86盒配套配件;
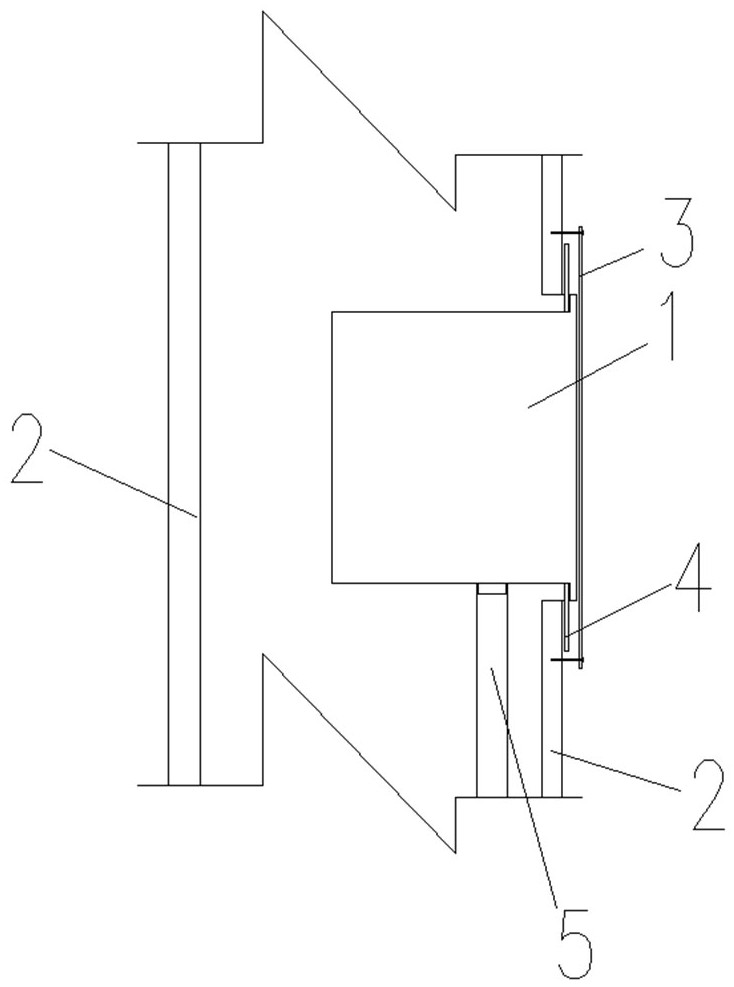
7、s4、电气86盒预埋辅助配件制作:辅助配件包括固定压板和盖板,固定压板包括两块l形板,两块l形板围城中间带有电气86盒安装槽的方形框架结构,盖板为方形钢板;
8、s5、墙柱钢筋绑扎或楼板模板支设完毕后,放线并标识86盒安装位置;
9、s6、墙柱钢筋绑扎完毕后,进行导管安装,电气导管与86盒连接,铝膜安装完毕后固定电气86盒;
10、s7、电气86盒固定时,先把固定压板放置在电气86盒与铝膜之间,然后校正利用盖板将电气86盒固定在铝模上;
11、s8、浇筑混凝土,混凝土达到强度后在拆模前拆除盖板盒固定压片。
12、与现有技术相比,本发明的有益效果在于:
13、本发明改变电气86盒固定方式,在铝模上固定电气86盒,结合工业化的铝模开孔提高点位预埋精度,同时不受混凝土浇捣的钢筋移位和钢筋保护厚度影响,电气86盒的出墙率达到100%且基本无移位,并且在铝模上固定电气86盒,电气86盒后台加工时无需在盒内塞填充物和封堵盒口;极易发现未预埋部分,减少隐蔽验收劳动强度;考虑预埋遗漏后浇筑混凝土会大量漏浆,木工、混凝土工均会参与监督,这样可达到免验收状态。
14、进一步的,本发明的优选方案为:
15、铝模按照电气点位开孔尺寸为83mm*83mm,水平误差在2mm内。
16、每块l形板的边长分别为80mm,宽10mm;盖板的尺寸为110mm*110mm。
17、利用固定压板对电气86盒进行限位,防止其从铝模上脱落,提高预埋精度。
18、步骤s6中的电气86盒周边1m范围内电气导管暂不固定,墙柱合模时,确保电气86盒在铝膜对应开孔内,待铝模基本就位后固定电气86盒周边电气导管,待铝模安装完毕后固定电气86盒,楼板处是底铁绑扎完毕后进行电气86盒固定,再电气导管安装。
技术特征:
1.一种电气86盒预埋方法,按照如下步骤进行,
2.根据权利要求1所述的电气86盒预埋方法,其特征在于:铝模按照电气点位开孔尺寸为83mm*83mm,水平误差在2mm内。
3.根据权利要求1所述的电气86盒预埋方法,其特征在于:每块l形板的边长分别为80mm,宽10mm;盖板的尺寸为110mm*110mm。
4.根据权利要求1所述的电气86盒预埋方法,其特征在于:步骤s6中的电气86盒周边1m范围内电气导管暂不固定,墙柱合模时,确保电气86盒在铝膜对应开孔内,待铝模基本就位后固定电气86盒周边电气导管,待铝模安装完毕后固定电气86盒,楼板处是底铁绑扎完毕后进行电气86盒固定,再电气导管安装。
技术总结
本发明涉及线盒安装技术领域,尤其是一种电气86盒预埋方法,根据设计图纸明确点位尺寸;铝模按照电气点位开孔;加工电气86盒,安需安装导管与86盒配套配件;电气86盒预埋辅助配件制作;墙柱钢筋绑扎或楼板模板支设完毕,放线并标识86盒安装位置;墙柱钢筋绑扎完毕,进行导管安装,铝膜安装完毕后固定电气86盒;浇筑混凝土,混凝土达到强度后在拆模前拆除盖板盒固定压片。本方法改变了电气86盒传统固定方式,结合工业化铝模开孔提高了点位预埋精度,不受混凝土浇捣的钢筋移位和钢筋保护层厚度影响,减少了一些辅助工作,提高了施工效率。
技术研发人员:陈云翔,贾怀宇,郑守宽
受保护的技术使用者:中国二十二冶集团有限公司
技术研发日:
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!