电机端盖组件组装装置及组装方法与流程
本发明涉及电机组装设备领域,具体为一种电机端盖组件组装装置及组装方法。
背景技术:
1、电机端盖组件是用于配合壳体将电机的定子、转子等零部件进行封盖的组件。针对一个具有端盖、塑料件、轴承以及芯轴的端盖组件进行装配时,需要将塑料件、芯轴以及轴承分别装配在端盖上,由于端盖为异形结构,现有的装配机构结构负载,在进行各个零部件组装时效率有待提高。
2、鉴于此,有必要提供一种电机端盖组件组装装置及组装方法。
技术实现思路
1、本发明提供的一种电机端盖组件组装装置及组装方法,有效的解决了现有电机端盖组件组装效率低、结构复杂的问题。
2、本发明所采用的技术方案是
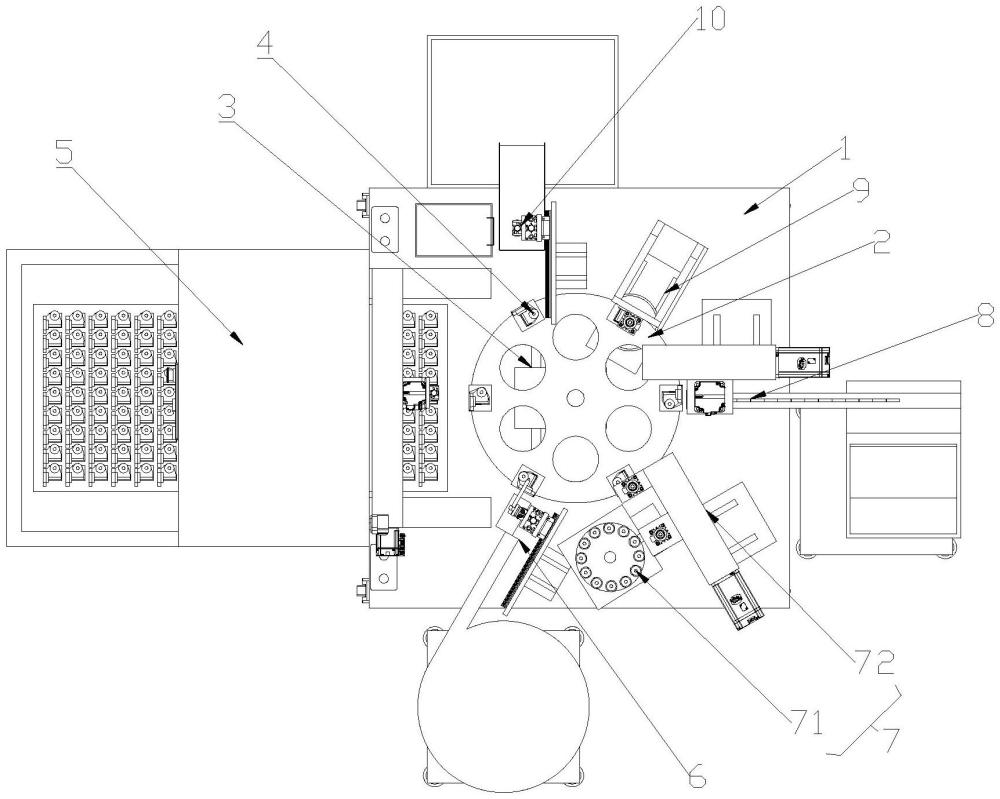
3、电机端盖组件组装装置,包括机架、设置在机架上的转盘、设置在转盘上用于驱动转盘转动的分度器、周向设置在转盘上的若干治具,还包括沿转盘周向设置在机架上的端盖上料机构、塑料件上料装配机构、轴承上料装配机构、芯轴上料机构、芯轴旋铆机构以及下料机构。
4、进一步的是:所述端盖上料机构包括一号移载组件、一号萃盘、二号萃盘以及用于放置一号萃盘和二号萃盘的上料小车,所述上料萃盘设置有上下对应的一号滑槽和二号滑槽,所述一号萃盘与一号滑槽滑动连接,所述二号萃盘与二号滑槽滑动连接。
5、进一步的是:所述一号移载组件包括设置在机架上的一号支座、沿水平方向设置在一号支座上的一号直线模组a、设置在一号直线模组a输出端且与一号直线模组a水平垂直的一号直线模组b、竖向设置在一号直线模组b输出端的一号直线模组c以及固定设置在一号直线模组c输出端的一号夹爪,所述一号直线模组c与一号直线模组b竖向垂直。
6、进一步的是:所述塑料件上料装配机构包括设置在机架上的一号振动盘、与一号振动盘对接的一号直振器、用于接收一号直振器产品的一号错料机构、设置在机架上的二号支座、沿水平方向设置在二号支座上的二号直线导轨、滑动设置在二号直线导轨上的连接板、固定设置在二号支座上用于驱动连接板沿直线导轨滑动的二号直线模组、固定设置在连接板上且输出端向下设置的二号气缸、固定设置在二号气缸输出端的二号旋转气缸以及固定设置在二号旋转气缸输出端的取料杆,所述取料杆设置有吸孔。
7、进一步的是:所述轴承上料装配机构包括设置在机架上的轴承上料组件以及轴承装配组件,所述轴承上料组件包括设置机架上的三号安装架、转动设置在三号安装架上的转动架、设置在三号安装架上用于驱动转动架转动的驱动组件、设置在周向设置在转动架上的若干套料杆、设置在转动架上用于对套料杆上的轴承进行接收的接料板以及用于将套料杆上的轴承推动至接料板上的推料组件,所述轴承装配组件包括设置在机架上的四号座、水平设置在四号座上的四号直线模组、设置在四号座上用于对端盖进行压紧的压紧件、竖向设置在四号直线模组输出端的四号气缸以及固定设置在四号气缸输出端的连接架、设置在连接架上的旋转组件、设置在旋转组件上的内撑夹爪。
8、进一步的是:所述三号安装架包括一号板、位于一号板上方的二号板以及连接一号板和二号板的若干支柱,所述转动架包括与三号安装架转动连接的转动轴、与转动轴同轴固定连接的一号转板和二号转板,所述一号转板设置在转动轴上方,所述二号转板设置在二号板与一号板之间,所述套料杆包括一号杆以及设置在一号杆上端的紧固头,所述一号转板周向设置有可供轴承沿一号杆升降的一号通孔,所述二号转板上设置有与一号通孔对应的二号通孔,所述一号杆穿过一号通孔和二号通孔,所述紧固头下端与二号板上端面相抵,所述一号板设置有用于接收从一号杆上滑落的轴承的侧向孔,所述一号杆下端与侧向孔的竖直间距大于轴承的高度,所述接料板设置有与侧向孔对接的接料槽,所述推料组件用于将轴承推动至接料槽。
9、进一步的是:所述推料组件包括设置在一号板上的三号气缸、固定设置在三号气缸输出端的推料块,所述推料块与侧向孔滑动连接,所述二号板上设置有用于对紧固头进行限位的限位槽,所述限位槽与二号通孔同心。
10、进一步的是:所述芯轴上料机构包括五号振动盘、与五号振动盘对接的五号直振器、与五号直振器对接的五号错料机构、设置在机架上的五号座、沿水平方向设置在五号座上的五号直线模组、竖向设置在五号直线模组输出端的五号气缸以及固定设置在五号气缸输出端的五号夹爪。
11、进一步的是:所述芯轴旋铆机构包括设置在机架上的六号座、竖向设置在六号座上的六号气缸、固定设置在六号气缸输出端的按压头以及设置在机架上用于从芯轴下方对芯轴进行旋铆的旋铆机。
12、电机端盖组件组装方法,采用电机端盖组件组装装置,通过分度器驱动转盘转动,使得在端盖上料机构、塑料件上料装配机构、轴承上料装配机构、芯轴上料机构、芯轴旋铆机构以及下料机构之间转动,转盘转动时通过端盖上料机构将端盖转移至治具上,利用塑料件上料装配机构将塑料件装配至端盖上,通过轴承上料装配机构将轴承装配至端盖上,通过芯轴上料机构将芯轴预装至端盖上,通过芯轴旋铆机构将芯轴与端盖进行铆压,通过下料机构将最终成品进行下料。
13、发明的有益效果:
14、1、电机端盖组件组装装置的结构简单紧凑,能够快速实现对产品的装配,有效提高工作效率。
15、2、轴承上料装配机构采用多个套料杆转动实现持续供料的结构设计以及具体实施方式能够有效的实现对轴承的快速装配,缩短备料的时间以及备料的频率。
技术特征:
1.电机端盖组件组装装置,包括机架(1)、设置在机架(1)上的转盘(2)、设置在转盘(2)上用于驱动转盘(2)转动的分度器(3)、周向设置在转盘(2)上的若干治具(4),其特征在于:还包括沿转盘(2)周向设置在机架(1)上的端盖上料机构(5)、塑料件上料装配机构(6)、轴承上料装配机构(7)、芯轴上料机构(8)、芯轴旋铆机构(9)以及下料机构(10)。
2.根据权利要求1所述的电机端盖组件组装装置,其特征在于:所述端盖上料机构(5)包括一号移载组件(51)、一号萃盘(52)、二号萃盘(53)以及用于放置一号萃盘(52)和二号萃盘(53)的上料小车(54),所述上料萃盘设置有上下对应的一号滑槽(501)和二号滑槽(502),所述一号萃盘(52)与一号滑槽(501)滑动连接,所述二号萃盘(53)与二号滑槽(502)滑动连接。
3.根据权利要求2所述的电机端盖组件组装装置,其特征在于:所述一号移载组件(51)包括设置在机架(1)上的一号支座(511)、沿水平方向设置在一号支座(511)上的一号直线模组a(512)、设置在一号直线模组a(512)输出端且与一号直线模组a(512)水平垂直的一号直线模组b(513)、竖向设置在一号直线模组b(513)输出端的一号直线模组c(514)以及固定设置在一号直线模组c(514)输出端的一号夹爪(515),所述一号直线模组c(514)与一号直线模组b(513)竖向垂直。
4.根据权利要求1所述的电机端盖组件组装装置,其特征在于:所述塑料件上料装配机构(6)包括设置在机架(1)上的一号震动盘(61)、与一号振动盘对接的一号直振器(62)、用于接收一号直振器(62)产品的一号错料机构(63)、设置在机架(1)上的二号支座(64)、沿水平方向设置在二号支座(64)上的二号直线导轨(69)、滑动设置在二号直线导轨(69)上的连接板、固定设置在二号支座(64)上用于驱动连接板沿直线导轨滑动的二号直线模组(65)、固定设置在连接板上且输出端向下设置的二号气缸(66)、固定设置在二号气缸(66)输出端的二号旋转气缸(67)以及固定设置在二号旋转气缸(67)输出端的取料杆(68),所述取料杆(68)设置有吸孔。
5.根据权利要求1所述的电机端盖组件组装装置,其特征在于:所述轴承上料装配机构(7)包括设置在机架(1)上的轴承上料组件(71)以及轴承装配组件(72),所述轴承上料组件(71)包括设置机架(1)上的三号安装架(701)、转动设置在三号安装架(701)上的转动架(702)、设置在三号安装架(701)上用于驱动转动架(702)转动的驱动组件(703)、设置在周向设置在转动架(702)上的若干套料杆(704)、设置在转动架(702)上用于对套料杆(704)上的轴承(400)进行接收的接料板(705)以及用于将套料杆(704)上的轴承(400)推动至接料板(705)上的推料组件(706),所述轴承装配组件(72)包括设置在机架(1)上的四号座(721)、水平设置在四号座(721)上的四号直线模组(722)、设置在四号座(721)上用于对端盖(100)进行压紧的压紧件(723)、竖向设置在四号直线模组(722)输出端的四号气缸(724)以及固定设置在四号气缸(724)输出端的连接架(725)、设置在连接架(725)上的旋转组件(726)、设置在旋转组件(726)上的内撑夹爪(727)。
6.根据权利要求5所述的电机端盖组件组装装置,其特征在于:所述三号安装架(701)包括一号板(7011)、位于一号板(7011)上方的二号板(7012)以及连接一号板(7011)和二号板(7012)的若干支柱(7013),所述转动架(702)包括与三号安装架(701)转动连接的转动轴(7023)、与转动轴(7023)同轴固定连接的一号转板(7021)和二号转板(7022),所述一号转板(7021)设置在转动轴(7023)上方,所述二号转板(7022)设置在二号板(7012)与一号板(7011)之间,所述套料杆(704)包括一号杆(7042)以及设置在一号杆(7042)上端的紧固头(7041),所述一号转板(7021)周向设置有可供轴承(400)沿一号杆(7042)升降的一号通孔,所述二号转板(7022)上设置有与一号通孔对应的二号通孔,所述一号杆(7042)穿过一号通孔和二号通孔,所述紧固头(7041)下端与二号板(7012)上端面相抵,所述一号板(7011)设置有用于接收从一号杆(7042)上滑落的轴承(400)的侧向孔(110),所述一号杆(7042)下端与侧向孔(110)的竖直间距大于轴承(400)的高度,所述接料板(705)设置有与侧向孔(110)对接的接料槽(700),所述推料组件(706)用于将轴承(400)推动至接料槽(700)。
7.根据权利要求6所述的电机端盖组件组装装置,其特征在于:所述推料组件(706)包括设置在一号板(7011)上的三号气缸(7061)、固定设置在三号气缸(7061)输出端的推料块(7062),所述推料块(7062)与侧向孔(110)滑动连接,所述二号板(7012)上设置有用于用于对紧固头(7041)进行限位的限位槽,所述限位槽与二号通孔同心。
8.根据权利要求1所述的电机端盖组件组装装置,其特征在于:所述芯轴上料机构(8)包括五号振动盘(81)、与五号振动盘(81)对接的五号直振器(82)、与五号直振器(82)对接的五号错料机构(83)、设置在机架(1)上的五号座(84)、沿水平方向设置在五号座(84)上的五号直线模组(85)、竖向设置在五号直线模组(85)输出端的五号气缸(86)以及固定设置在五号气缸(86)输出端的五号夹爪(87)。
9.根据权利要求1所述的电机端盖组件组装装置,其特征在于:所述芯轴旋铆机构(9)包括设置在机架(1)上的六号座(91)、竖向设置在六号座(91)上的六号气缸(92)、固定设置在六号气缸(92)输出端的按压头(93)以及设置在机架(1)上用于从芯轴下方对芯轴进行旋铆的旋铆机(94)。
10.电机端盖组件组装方法,采用权利要求1至权利要求9任意一项所述的电机端盖组件组装装置,其特征在于:通过分度器(3)驱动转盘(2)转动,使得在端盖上料机构(5)、塑料件上料装配机构(6)、轴承上料装配机构(7)、芯轴上料机构(8)、芯轴旋铆机构(9)以及下料机构(10)之间转动,转盘(2)转动时通过端盖上料机构(5)将端盖(100)转移至治具(4)上,利用塑料件上料装配机构(6)将塑料件装配至端盖(100)上,通过轴承上料装配机构(7)将轴承(400)装配至端盖(100)上,通过芯轴上料机构(8)将芯轴预装至端盖(100)上,通过芯轴旋铆机构(9)将芯轴与端盖(100)进行铆压,通过下料机构(10)将最终成品进行下料。
技术总结
本发明公开了电机端盖组件组装装置及组装方法,电机端盖组件组装装置包括机架、转盘、分度器、周向设置在转盘上的若干治具,还包括沿转盘周向设置在机架上的端盖上料机构、塑料件上料装配机构、轴承上料装配机构、芯轴上料机构、芯轴旋铆机构以及下料机构。电机端盖组件组装方法通过分度器驱动转盘转动,通过端盖上料机构将端盖转移至治具上,利用塑料件上料装配机构将塑料件装配至端盖上,通过轴承上料装配机构将轴承装配至端盖上,通过芯轴上料机构将芯轴预装至端盖上,通过芯轴旋铆机构将芯轴与端盖进行铆压,通过下料机构将最终成品进行下料。优点:电机端盖组件组装装置的结构简单紧凑,能够快速实现对产品的装配,有效提高工作效率。
技术研发人员:徐维维,胡仁贵
受保护的技术使用者:江苏维创智造自动化科技有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!