一种定子用扁线2D成型装置的制作方法
本发明涉及定子扁线生产,特别是一种定子用扁线2d成型装置。
背景技术:
1、以新能源汽车的电机为例,使用扁线作为绕组的电机定子具有较高的铜满率,能提高电机的功率密度;目前,在新能源汽车领域,具有扁线绕组的定子已经成为发展趋势且优势明显,例如,扁线绕组的槽满率达到70%以上,可提升电机效率;又如,定子槽内布置的扁线导体的匝间接触面积小,匝间或相间绝缘失效概率低,可明显提升电机使用电压范围。还比如,扁线导体可以直接把热量传递至铁心或者其他冷却介质,散热能力强。
2、发卡式扁线定子绕组中运用扁线,定子用扁线在在生产过程中,需要对扁线进行2d成型作业,2d成型作业需要借助2d成型装置,现有的2d成型装置,结构复杂,操作不便,且作业效率低,从而导致扁线的生产成本较高,成型的精度较差,无法满足扁线的生产效率要求,为此,设计了一种定子用扁线2d成型装置。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种定子用扁线2d成型装置。
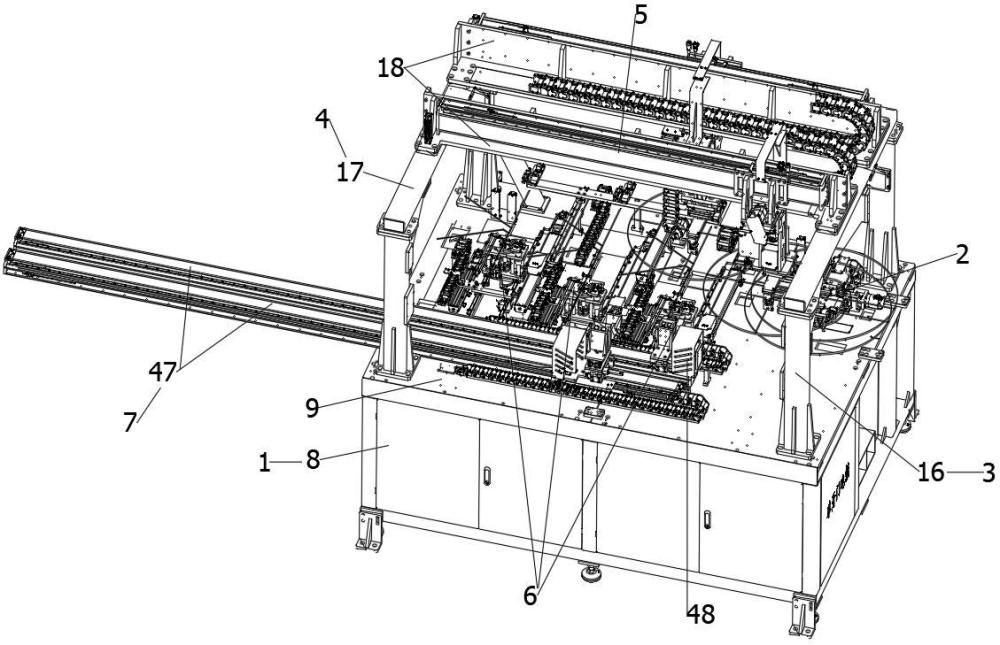
2、实现上述目的本发明的技术方案为,一种定子用扁线2d成型装置,包括主安装组件,所述主安装组件上设置有扁线中转组件,所述主安装组件四角处设置有支撑组件,所述支撑组件顶端设置有连接组件,所述连接组件上设置有扁线搬运组件,所述主安装组件上设置有扁线中转组件一端设置有若干组扁线2d成型组件,所述主安装组件上位于扁线2d成型组件一侧设置有下料组件。
3、作为本技术方案的进一步描述,所述主安装组件包括主安装座,所述主安装座上设置有主安装板,所述主安装板上设置有扁线中转组件。
4、作为本技术方案的进一步描述,所述扁线中转组件包括设置在主安装组件上的横向移动控制模组,所述横向移动控制模组的输出端设置有辅助支架,所述辅助支架上设置有辅助固定座,所述辅助固定座上设置有限位槽,所述辅助固定座上设置有夹紧控制气缸,所述夹紧控制气缸的输出端设置有夹紧板。
5、作为本技术方案的进一步描述,所述支撑组件包括设置在主安装组件四角处的支撑架,所述支撑架上设置有连接组件。
6、作为本技术方案的进一步描述,所述连接组件包括设置在支撑组件顶端的连接架,两个所述连接架上设置有辅助安装框架,所述辅助安装框架上设置有扁线搬运组件。
7、作为本技术方案的进一步描述,所述扁线搬运组件包括设置在辅助安装框架上的扁线横向搬运控制模组,所述扁线横向搬运控制模组的输出端设置有移动架,所述移动架上设置有升降控制气缸,所述升降控制气缸的输出端设置有旋转气缸,所述旋转气缸的输出端设置有扁线夹持组件。
8、作为本技术方案的进一步描述,所述扁线夹持组件包括设置在旋转气缸的输出端的连接板,所述连接板上设置有夹持气缸,所述夹持气缸的输出端设置有扁线夹持爪。
9、作为本技术方案的进一步描述,所述扁线2d成型组件包括设置在主安装组件上的纵向移动导向导轨,所述纵向移动导向导轨上设置有两组移动滑块,一组所述移动滑块上设置有第一移动支架,另一组移动滑块上设置有第二移动支架,所述第一移动支架上设置有调高块,所述调高块上设置有夹紧气缸,所述夹紧气缸的输出端设置有夹紧爪,所述第二移动支架上设置有支撑柱,所述支撑柱上设置有顶板,所述顶板上开设有辅助孔,所述第二移动支架上设置有动力电机,所述动力电机的输出端设置有成型控制盘,所述成型控制盘上设置有辅助筒,所述顶板上设置有导向块,所述导向块上设置有导向槽,所述导向块上设置有辅助开口,所述顶板上设置有动力气缸,所述动力气缸的输出端设置有推紧块,所述成型控制盘位于辅助孔内。
10、作为本技术方案的进一步描述,所述主安装组件上位于纵向移动导向导轨一侧设置有第一移动控制模组,所述主安装组件上位于纵向移动导向导轨远离第一移动控制模组一侧设置有第二移动模组,所述第一移动控制模组的输出端与第一移动支架连接,所述第二移动控制模组的输出端与第二移动支架连接。
11、作为本技术方案的进一步描述,所述下料组件包括主安装组件上位于扁线2d成型组件一侧的两组下料移动控制模组,所述下料移动控制模组的输出端设置有下料夹持机械手。
12、其有益效果在于,本技术方案的扁线2d成型装置,结构设计巧妙,实用性较强,且工作运行稳定,运用此扁线2d成型装置,有效提高了扁线的2d成型作业的效率,提高了扁线的2d成型精度,降低了扁线的生产成本,同时也提高了扁线的生产效率。
技术特征:
1.一种定子用扁线2d成型装置,其特征在于,包括主安装组件(1),所述主安装组件(1)上设置有扁线中转组件(2),所述主安装组件(1)四角处设置有支撑组件(3),所述支撑组件(3)顶端设置有连接组件(4),所述连接组件(4)上设置有扁线搬运组件(5),所述主安装组件(1)上设置有扁线中转组件(2)一端设置有若干组扁线2d成型组件(6),所述主安装组件(1)上位于扁线2d成型组件(6)一侧设置有下料组件(7)。
2.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述主安装组件(1)包括主安装座(8),所述主安装座(8)上设置有主安装板(9),所述主安装板(9)上设置有扁线中转组件(2)。
3.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述扁线中转组件(2)包括设置在主安装组件(1)上的横向移动控制模组(10),所述横向移动控制模组(10)的输出端设置有辅助支架(11),所述辅助支架(11)上设置有辅助固定座(12),所述辅助固定座(12)上设置有限位槽(13),所述辅助固定座(12)上设置有夹紧控制气缸(14),所述夹紧控制气缸(14)的输出端设置有夹紧板(15)。
4.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述支撑组件(3)包括设置在主安装组件(1)四角处的支撑架(16),所述支撑架(16)上设置有连接组件(4)。
5.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述连接组件(4)包括设置在支撑组件(3)顶端的连接架(17),两个所述连接架(17)上设置有辅助安装框架(18),所述辅助安装框架(18)上设置有扁线搬运组件(5)。
6.根据权利要求5所述的一种定子用扁线2d成型装置,其特征在于,所述扁线搬运组件(5)包括设置在辅助安装框架(18)上的扁线横向搬运控制模组(19),所述扁线横向搬运控制模组(19)的输出端设置有移动架(20),所述移动架(20)上设置有升降控制气缸(21),所述升降控制气缸(21)的输出端设置有旋转气缸(22),所述旋转气缸(22)的输出端设置有扁线夹持组件(23)。
7.根据权利要求6所述的一种定子用扁线2d成型装置,其特征在于,所述扁线夹持组件(23)包括设置在旋转气缸(22)的输出端的连接板(24),所述连接板(24)上设置有夹持气缸(25),所述夹持气缸(25)的输出端设置有扁线夹持爪(26)。
8.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述扁线2d成型组件(6)包括设置在主安装组件(1)上的纵向移动导向导轨(27),所述纵向移动导向导轨(27)上设置有两组移动滑块(28),一组所述移动滑块(28)上设置有第一移动支架(29),另一组移动滑块(28)上设置有第二移动支架(30),所述第一移动支架(29)上设置有调高块(31),所述调高块(31)上设置有夹紧气缸(32),所述夹紧气缸(32)的输出端设置有夹紧爪(33),所述第二移动支架(30)上设置有支撑柱(34),所述支撑柱(34)上设置有顶板(35),所述顶板(35)上开设有辅助孔(36),所述第二移动支架(30)上设置有动力电机(37),所述动力电机(37)的输出端设置有成型控制盘(38),所述成型控制盘(38)上设置有辅助筒(39),所述顶板(35)上设置有导向块(40),所述导向块(40)上设置有导向槽(41),所述导向块(40)上设置有辅助开口(42),所述顶板(35)上设置有动力气缸(43),所述动力气缸(43)的输出端设置有推紧块(44),所述成型控制盘(38)位于辅助孔(36)内。
9.根据权利要求8所述的一种定子用扁线2d成型装置,其特征在于,所述主安装组件(1)上位于纵向移动导向导轨(27)一侧设置有第一移动控制模组(45),所述主安装组件(1)上位于纵向移动导向导轨(27)远离第一移动控制模组(45)一侧设置有第二移动模组(46),所述第一移动控制模组(45)的输出端与第一移动支架(29)连接,所述第二移动控制模组的输出端与第二移动支架(30)连接。
10.根据权利要求1所述的一种定子用扁线2d成型装置,其特征在于,所述下料组件(7)包括主安装组件(1)上位于扁线2d成型组件(6)一侧的两组下料移动控制模组(47),所述下料移动控制模组(47)的输出端设置有下料夹持机械手(48)。
技术总结
本发明公开了一种定子用扁线2D成型装置,包括主安装组件,所述主安装组件上设置有扁线中转换向组件,所述主安装组件四角处设置有支撑组件,所述支撑组件顶端设置有连接组件,所述连接组件上设置有扁线搬运组件,所述主安装组件上设置有扁线中转组件一端设置有若干组扁线2D成型组件,所述主安装组件上位于扁线2D成型组件一侧设置有下料组件。本发明的有益效果是,本技术方案的扁线2D成型装置,结构设计巧妙,实用性较强,且工作运行稳定,运用此扁线2D成型装置,有效提高了扁线的2D成型作业的效率,提高了扁线的2D成型精度,降低了扁线的生产成本,同时也提高了扁线的生产效率。
技术研发人员:邓权,丁贤斌,彭俊元,曹学峰
受保护的技术使用者:苏州英维特精密机械有限公司
技术研发日:
技术公布日:2025/2/10
- 还没有人留言评论。精彩留言会获得点赞!