一种粘胶式铁芯加热装置的制作方法
本技术涉及粘胶式铁芯加工,尤其涉及一种粘胶式铁芯加热装置。
背景技术:
1、对于铁芯结构来说,一般包括转子铁芯、内定子铁芯和外定子铁芯。叠片装配工艺是形成上述三种铁芯的常用工艺,也就是将对应于一种铁芯的多个叠片层叠安装的工艺,常见的安装方式包括焊接、点胶粘结和过盈配合连接。
2、对于粘胶方式的安装方法,现有技术中一般将各层叠片对齐叠放并定位后放置于加热炉内加热,这种加热方式加热效率较低且叠片之间的拉脱力很小,很容易在某些场合出现断层的情况,即出现胶层质量不合格的情况。
技术实现思路
1、本实用新型的一个目的是提供一种保证胶层质量且加热效率的粘胶式铁芯加热装置。
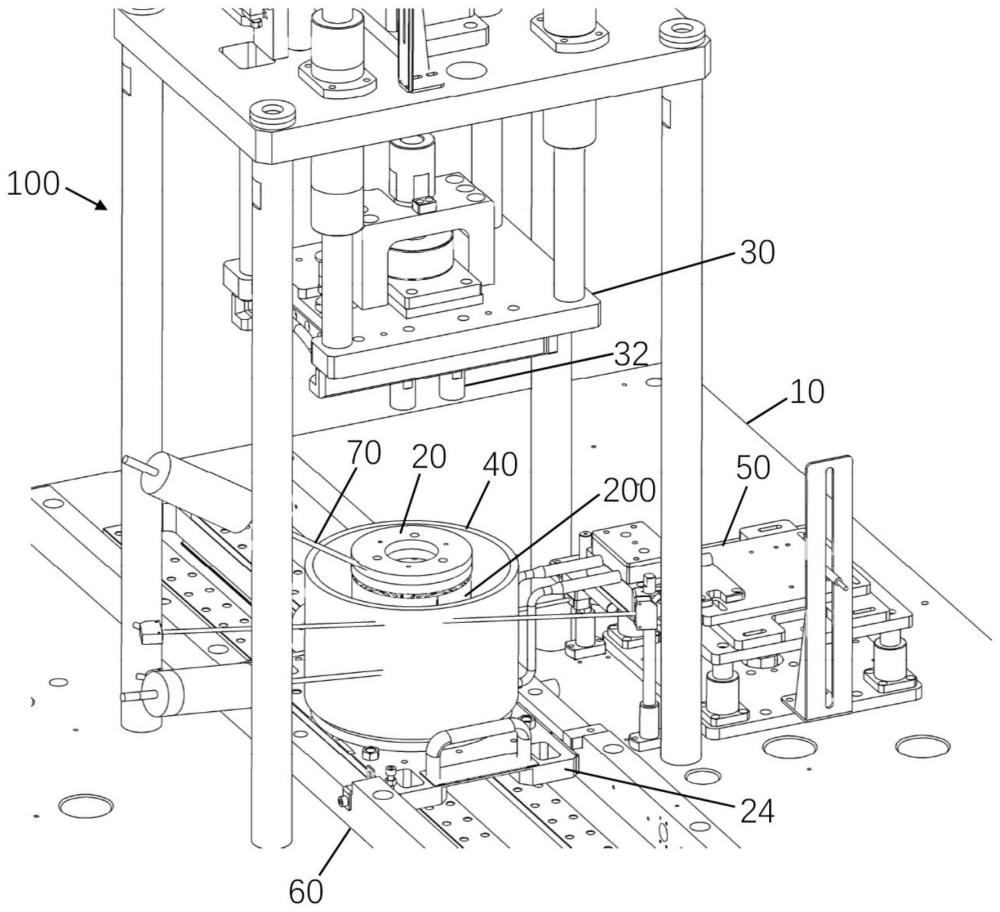
2、特别地,本申请的实施例提供了一种粘胶式铁芯加热装置,包括:
3、基台;
4、目标工装,放置于所述基台上且用于定位目标铁芯,所述目标工装为用于定位各个类型的铁芯的各个工装中的一种工装;
5、竖向加压机构,设置于所述目标工装上方且可沿竖向移动,所述竖向加压机构用于对所述目标工装施加目标压力;
6、目标加热线圈,与所述目标工装所定位的目标铁芯对应,用于加热所述目标铁芯。
7、可选地,所述目标铁芯为转子铁芯、外定子铁芯或内定子铁芯。
8、可选地,所述竖向加压机构包括:
9、加压驱动源;
10、目标压头,所述目标压头与所述目标铁芯相对应,所述目标压头可拆卸地连接于所述加压驱动源的输出端。
11、可选地,所述加压驱动源为气液增压缸。
12、可选地,所述目标加热线圈设置为可沿竖直升降,所述目标加热线圈至少包括用于套设于所述目标铁芯外侧的外围线圈部。
13、可选地,对应于所述转子铁芯的所述目标加热线圈还包括用于插入所述转子铁芯内侧的中心线圈部。
14、可选地,所述目标工装包括定位件以及分别设置于所述目标铁芯底部和顶部的底端垫片组和顶端垫片组,所述定位件依次穿过所述底端垫片组、所述目标铁芯和所述顶端垫片组。
15、可选地,所述底端垫片组包括依次层叠的第一金属保护垫、第一隔热垫和第二金属保护垫;
16、所述顶端垫片组包括依次层叠的第三金属保护垫、第二隔热垫和第四金属保护垫。
17、可选地,所述目标工装还包括基座,用于定位所述底端垫片组,所述基座可相对于基台沿水平方向移动。
18、可选地,粘胶式铁芯加热装置还包括温度传感器和压力传感器,分别用于检测所述目标铁芯的温度和所述竖向加压机构的压力。
19、根据本实用新型的第一方面,提供了一种可以加压加热的装置,通过竖向加压机构对目标工装进行加压,再利用与目标工装适配的目标加热线圈进行加热,能够在保证胶体材料形成均匀致密的绝缘层的同时实现对各类粘胶式铁芯的快速加热,从而保证胶层质量和加热效率。
20、进一步地,粘胶式铁芯加热装置可以适用不同的铁芯工装,并且配备有适应于不同铁芯的加热线圈,因此能够满足各类铁芯的加热需求,提高装置的通用性。
21、进一步地,第一工装在转子铁芯的上下端均设有三层垫片,用隔热和保护转子铁芯,减少转子铁芯的热量向基座和竖向加压机构的流失,有利于提高转子铁芯的加热效率,并保护基座和竖向加压机构。
22、进一步地,利用转子铁芯原有的周向均匀分布的特殊花纹通过安装定位件,能够保证定位的准确性,并减少定位孔的加工成本。
23、根据本实用新型的第二方面,还提供了适配于不同工装的压头,对于转子铁芯来说,其侧壁较厚,因此采用周向布置的多根压柱就能起到较好的压紧效果,对于内定子铁芯和外定子铁芯来说,其侧壁厚度较薄,采用包括环形板与对应的工装压紧,能够起到较好的压紧效果。
24、根据本实用新型的第三方面,通过设置可升降的目标加热线圈和可水平移动的目标工装,能够实现方便地实现铁芯的加热,节省了劳力,提高了工作效率。
技术特征:
1.一种粘胶式铁芯加热装置,其特征在于,包括:
2.根据权利要求1所述的粘胶式铁芯加热装置,其特征在于,所述目标铁芯为转子铁芯、外定子铁芯或内定子铁芯。
3.根据权利要求2所述的粘胶式铁芯加热装置,其特征在于,所述竖向加压机构包括:
4.根据权利要求3所述的粘胶式铁芯加热装置,其特征在于,所述加压驱动源为气液增压缸。
5.根据权利要求2所述的粘胶式铁芯加热装置,其特征在于,所述目标加热线圈设置为可沿竖直升降,所述目标加热线圈至少包括用于套设于所述目标铁芯外侧的外围线圈部。
6.根据权利要求5所述的粘胶式铁芯加热装置,其特征在于,对应于所述转子铁芯的所述目标加热线圈还包括用于插入所述转子铁芯内侧的中心线圈部。
7.根据权利要求2所述的粘胶式铁芯加热装置,其特征在于,所述目标工装包括定位件以及分别设置于所述目标铁芯底部和顶部的底端垫片组和顶端垫片组,所述定位件依次穿过所述底端垫片组、所述目标铁芯和所述顶端垫片组。
8.根据权利要求7所述的粘胶式铁芯加热装置,其特征在于,所述底端垫片组包括依次层叠的第一金属保护垫、第一隔热垫和第二金属保护垫;
9.根据权利要求7所述的粘胶式铁芯加热装置,其特征在于,所述目标工装还包括基座,用于定位所述底端垫片组,所述基座可相对于基台沿水平方向移动。
10.根据权利要求1-9中任一项所述的粘胶式铁芯加热装置,其特征在于,还包括温度传感器和压力传感器,分别用于检测所述目标铁芯的温度和所述竖向加压机构的压力。
技术总结
本技术提供了一种粘胶式铁芯加热装置,属于粘胶式铁芯加工技术领域。该粘胶式铁芯加热装置包括:基台;目标工装,放置于所述基台上且用于定位目标铁芯,所述目标工装为用于定位各个类型的铁芯的各个工装中的一种工装;竖向加压机构,设置于所述目标工装上方且可沿竖向移动,所述竖向加压机构用于对所述目标工装施加目标压力;目标加热线圈,与所述目标工装所定位的目标铁芯对应,用于加热所述目标铁芯。本技术的粘胶式铁芯加热装置能够保证胶层质量且加热效率。
技术研发人员:林慧,胡炯恒
受保护的技术使用者:三航达机电科技(苏州)有限公司
技术研发日:20240130
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!