用于低压电机绕组的绕线工装的制作方法
本技术涉及电机维修,尤其涉及一种用于低压电机绕组的绕线工装。
背景技术:
1、电机烧损修复需要进行绕组绕制,传统电机绕组绕制采用木质模具配合绕线机进行绕组绕制。采用木质模具绕制过程中一次操作只能绕制一个极相绕组,绕制完一个极相绕组后需要拆除木质模具,卸下绕制好的绕组,再拼装进行下一个极相绕组的绕制操作。一台电机绕制过程中使用木质模具需要对模具进行多次拆装。而电机型号众多,对应的绕组尺寸不同,因此需要的木质模具数量巨大,且绕制作业费时费力,严重降低作业效率。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种用于低压电机绕组的绕线工装,本工装克服传统电机绕组绕制作业的缺陷,可以绕制全型号电机绕组,无需更换模具,且绕制尺寸可调,有效减少绕组绕制成本,提高绕制作业效率。
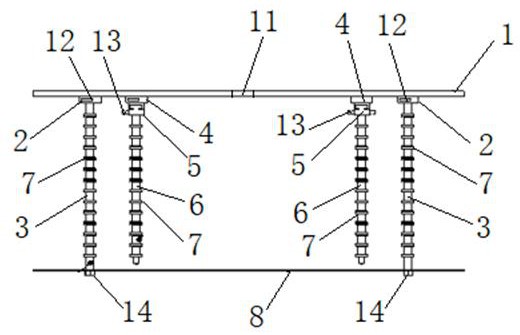
2、为解决上述技术问题,本实用新型用于低压电机绕组的绕线工装包括横向轨道、两个横移滑块、两根横移直杆、两根纵向轨道、四个纵移滑块和四根纵移直杆,所述横向轨道居中设有连接孔,所述两个横移滑块设于所述横向轨道并通过紧定螺栓定位,所述两根横移直杆分别垂直设于所述两个横移滑块的端面并且跟随两个横移滑块沿横向轨道横向移动,所述两根纵向轨道分别间隔活动设于所述横向轨道并且位于所述两个横移滑块内侧,所述四个纵移滑块分别设于所述两根纵向轨道并通过紧定螺栓定位,所述四根纵移直杆分别垂直设于所述四个纵移滑块端面并且跟随四个纵移滑块沿两根纵向轨道纵向移动。
3、进一步,本工装还包括尼龙分隔挡圈,所述尼龙分隔挡圈分别套入所述两根横移直杆和四根纵移直杆并且沿长度方向间隔布置。
4、进一步,本工装还包括跨距支撑板,所述跨距支撑板沿长度方向设有长腰孔,所述两根横移直杆自由端穿入所述跨距支撑板的长腰孔并通过螺母固定。
5、进一步,本工装还包括四根斜撑,所述四根斜撑一端分别连接所述四根纵移直杆的自由端、另一端连接所述跨距支撑板。
6、由于本实用新型用于低压电机绕组的绕线工装采用了上述技术方案,即本工装的横向轨道居中设有连接孔,两个横移滑块设于横向轨道并通过紧定螺栓定位,两根横移直杆分别垂直设于两个横移滑块的端面并且跟随两个横移滑块沿横向轨道横向移动,两根纵向轨道分别间隔活动设于横向轨道并且位于两个横移滑块内侧,四个纵移滑块分别设于两根纵向轨道并通过紧定螺栓定位,四根纵移直杆分别垂直设于四个纵移滑块端面并且跟随四个纵移滑块沿两根纵向轨道纵向移动。本工装克服传统电机绕组绕制作业的缺陷,可以绕制全型号电机绕组,无需更换模具,且绕制尺寸可调,有效减少绕组绕制成本,提高绕制作业效率。
技术特征:
1.一种用于低压电机绕组的绕线工装,其特征在于:本工装包括横向轨道、两个横移滑块、两根横移直杆、两根纵向轨道、四个纵移滑块和四根纵移直杆,所述横向轨道居中设有连接孔,所述两个横移滑块设于所述横向轨道并通过紧定螺栓定位,所述两根横移直杆分别垂直设于所述两个横移滑块的端面并且跟随两个横移滑块沿横向轨道横向移动,所述两根纵向轨道分别间隔活动设于所述横向轨道并且位于所述两个横移滑块内侧,所述四个纵移滑块分别设于所述两根纵向轨道并通过紧定螺栓定位,所述四根纵移直杆分别垂直设于所述四个纵移滑块端面并且跟随四个纵移滑块沿两根纵向轨道纵向移动。
2.根据权利要求1所述的用于低压电机绕组的绕线工装,其特征在于:本工装还包括尼龙分隔挡圈,所述尼龙分隔挡圈分别套入所述两根横移直杆和四根纵移直杆并且沿长度方向间隔布置。
3.根据权利要求1或2所述的用于低压电机绕组的绕线工装,其特征在于:本工装还包括跨距支撑板,所述跨距支撑板沿长度方向设有长腰孔,所述两根横移直杆自由端穿入所述跨距支撑板的长腰孔并通过螺母固定。
4.根据权利要求3所述的用于低压电机绕组的绕线工装,其特征在于:本工装还包括四根斜撑,所述四根斜撑一端分别连接所述四根纵移直杆的自由端、另一端连接所述跨距支撑板。
技术总结
本技术公开了一种用于低压电机绕组的绕线工装,本工装的横向轨道居中设有连接孔,两个横移滑块设于横向轨道并通过紧定螺栓定位,两根横移直杆分别垂直设于两个横移滑块的端面并且跟随两个横移滑块沿横向轨道横向移动,两根纵向轨道分别间隔活动设于横向轨道并且位于两个横移滑块内侧,四个纵移滑块分别设于两根纵向轨道并通过紧定螺栓定位,四根纵移直杆分别垂直设于四个纵移滑块端面并且跟随四个纵移滑块沿两根纵向轨道纵向移动。本工装克服传统电机绕组绕制作业的缺陷,可以绕制全型号电机绕组,无需更换模具,且绕制尺寸可调,有效减少绕组绕制成本,提高绕制作业效率。
技术研发人员:刘昊,李洪祥,侯孟坤,廖勇,柴越,张芳勋
受保护的技术使用者:宝武装备智能科技有限公司
技术研发日:20240227
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!