一种大功率钢板冲压电机端盖结构的制作方法
本技术涉及电机领域,具体涉及一种大功率钢板冲压电机端盖结构。
背景技术:
1、电机端盖是用于连接电机壳体与其他传动组件的一种固定零件。现有的电机端盖大多数是传统的灰铁铸造件或是铝合金压铸成形,加工余量大,通常分粗、精二次机加工来完成,加工周期较长,且铸造件能耗较高,难以满足工业自动化大批量生产以及节能减排的要求,加之此前我司生产的部分电机端盖结构较为复杂,故设计生产了一种新的电机端盖。
技术实现思路
1、本实用新型的目的在于提供一种大功率钢板冲压电机端盖结构,以解决上述背景技术中提到的问题。
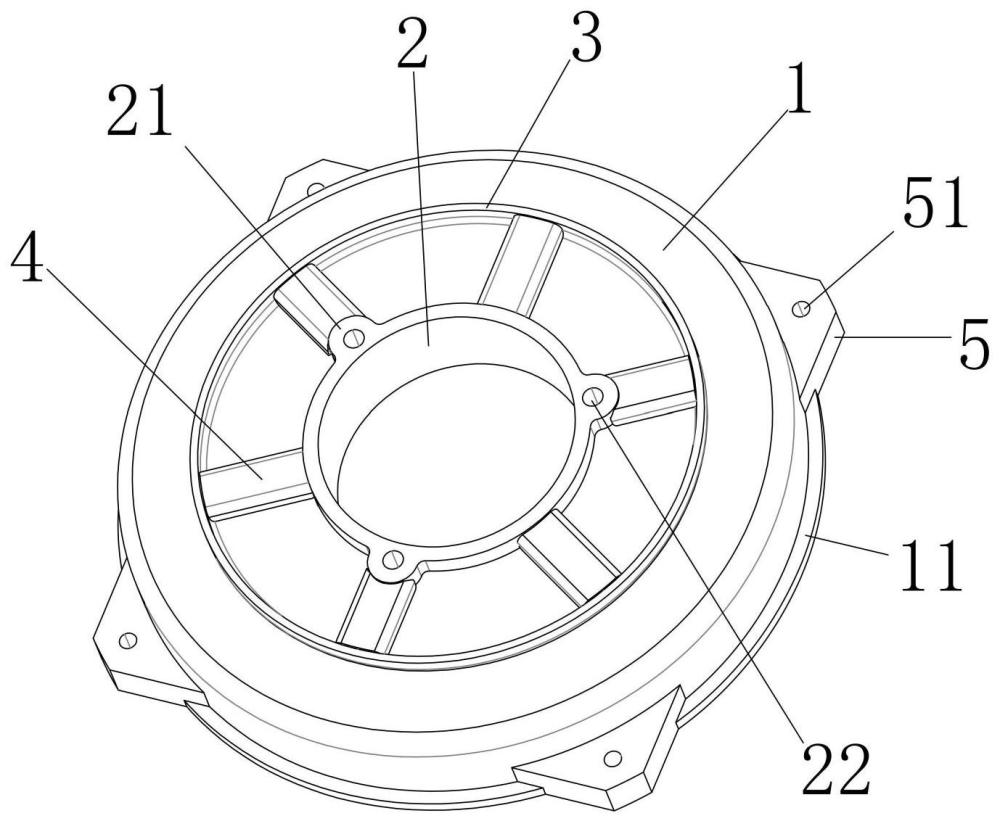
2、一种大功率钢板冲压电机端盖结构,包括端盖主体,所述端盖主体的底部边缘设有轮缘,所述端盖主体中心处设有内孔,所述内孔处设有贯穿端盖主体的轴承室,所述端盖的外端面固定连接有加强圈,所述加强圈与轴承室之间沿圆周方向设有若干加强块,所述端盖主体的外圆周固定连接有四个法兰连接螺母块。
3、优选的,所述轴承室沿圆周方向等距设有三个连接部,所述连接部上设有贯穿的螺纹孔,所述内孔上设有供连接部穿过的缺口。
4、优选的,所述法兰连接螺母块上均设有一个安装孔。
5、优选的,所述端盖主体的内壁与轴承室的外圆周壁之间固定连接有若干加强筋。
6、优选的,所述端盖主体为钢板冲压拉伸制成。
7、本实用新型的优点在于:为了实现工业自动化大批量生产,故将传统的铸造电机端盖拆分成多个小的部件进行大批量加工,加工周期较短,重量轻、节能降耗显著;
8、端盖主体、轴承室、加强筋等零件均采用冲压成型,然后通过自动化流水线焊接制成,这样可以避免产品精度不高加工周期长的问题;此外冲压成型后的零件加工余量较小,制造成本更低。
技术特征:
1.一种大功率钢板冲压电机端盖结构,其特征在于,包括端盖主体(1),所述端盖主体(1)的底部边缘设有轮缘(11),所述端盖主体(1)中心处设有内孔(12),所述内孔(12)处设有贯穿端盖主体(1)的轴承室(2),所述端盖的外端面固定连接有加强圈(3),所述加强圈(3)与轴承室(2)之间沿圆周方向设有若干加强块(4),所述端盖主体(1)的外圆周固定连接有四个法兰连接螺母块(5)。
2.根据权利要求1所述的一种大功率钢板冲压电机端盖结构,其特征在于,所述轴承室(2)沿圆周方向等距设有三个连接部(21),所述连接部(21)上设有贯穿的螺纹孔(22),所述内孔(12)上设有供连接部(21)穿过的缺口(121)。
3.根据权利要求1所述的一种大功率钢板冲压电机端盖结构,其特征在于,所述法兰连接螺母块(5)上均设有一个安装孔(51)。
4.根据权利要求1所述的一种大功率钢板冲压电机端盖结构,其特征在于,所述端盖主体(1)的内壁与轴承室(2)的外圆周壁之间固定连接有若干加强筋(6)。
5.根据权利要求1所述的一种大功率钢板冲压电机端盖结构,其特征在于,所述端盖主体(1)为钢板冲压拉伸制成。
技术总结
本技术公开了一种大功率钢板冲压电机端盖结构,涉及电机领域,包括端盖主体,所述端盖主体的底部边缘设有轮缘,所述端盖主体中心处设有内孔,所述内孔处设有贯穿端盖主体的轴承室,所述端盖的外端面固定连接有加强圈,所述加强圈与轴承室之间沿圆周方向设有若干加强块,所述端盖主体的外圆周固定连接有四个法兰连接螺母块;为了实现工业自动化大批量生产,故将传统的铸造电机端盖拆分成多个小的部件进行大批量加工,加工周期较短,重量轻、节能降耗显著;端盖主体、轴承室、加强筋等零件均采用冲压成型,然后通过自动化流水线焊接制成,这样可以避免产品精度不高加工周期长的问题;此外冲压成型后的零件加工余量较小,制造成本更低。
技术研发人员:金榆荐,杨芳,管思明
受保护的技术使用者:安徽朗轶工业自动化系统有限公司
技术研发日:20240319
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!