一种电机转子磁钢伺服压装机的制作方法
本技术涉及电机生产,特别涉及一种电机转子磁钢伺服压装机。
背景技术:
1、目前,电机转子多采用磁钢片,而磁钢片需要一一压入转子上的槽内。目前现有的磁钢压装生产方法是采用人工将n极和s极磁钢片分别一片片装入转子铁芯对应的槽中,并将转子移至手动操作的压合治具上,然后工人手动操作治具将磁钢片压入转子内。目前这种人工压装的方式效率低下,不利于生产。为满足电机磁钢片自动压装的需求,需要研发一款适用于将磁钢片自动压装入转子铁芯的设备。
技术实现思路
1、本实用新型的目的在于针对现有技术的不足,提供一种电机转子磁钢伺服压装机,该电机转子磁钢伺服压装机可以很好地解决上述问题。
2、为达到上述要求本实用新型解决其技术问题所采用的技术方案是:
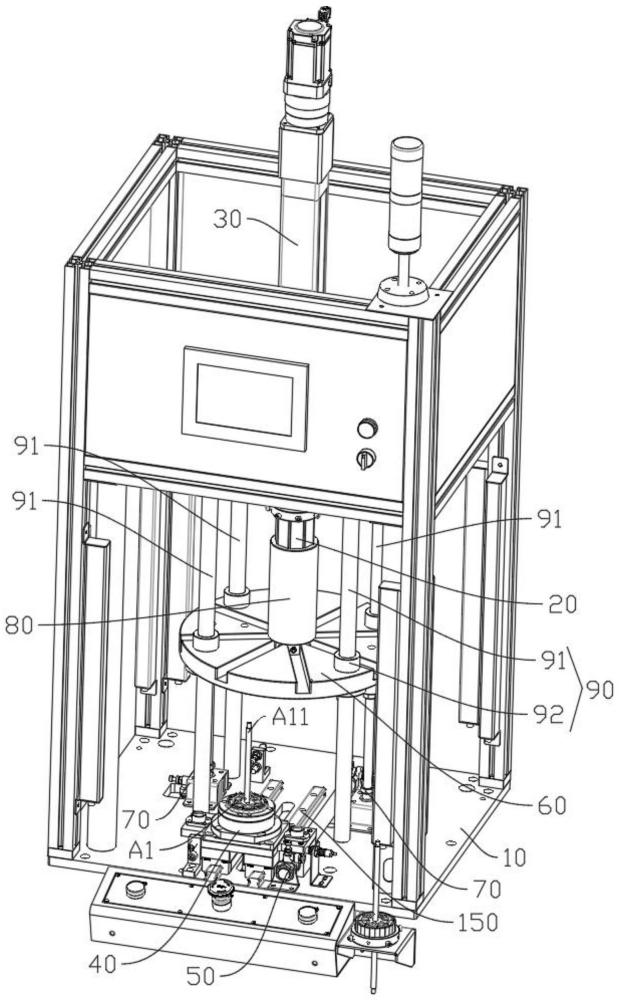
3、提供一种电机转子磁钢伺服压装机,该压装机包括工位台、设于所述工位台上方的磁钢压合件、驱动所述磁钢压合件升降的第一升降机构,和水平滑动设置在所述工位台上表面上的压装台;所述压装机还包括驱动所述压装台移入或移出所述磁钢压合件正下方的横移机构,和将电机转子朝下抵压固定在所述压装台上的抵压座,以及驱动所述抵压座升降的第二升降机构;所述抵压座设于所述磁钢压合件的下方,所述抵压座的上表面设有防止所述磁钢压合件偏斜的第一导向机构,所述第二升降机构设于所述工位台上。
4、本实用新型所述的电机转子磁钢伺服压装机,其中,所述压装机还包括对所述抵压座的上下运动进行导向的第二导向机构。
5、本实用新型所述的电机转子磁钢伺服压装机,其中,所述第二导向机构包括竖直设置在所述工位台上表面上的多个导向柱,和同轴套设在所述导向柱上的轴套;所述抵压座与所述导向柱固定连接,多个所述导向柱的上端均通过安装架固定连接,所述第一升降机构设于所述安装架上。
6、本实用新型所述的电机转子磁钢伺服压装机,其中,所述抵压座承诺圆盘状,多个所述导向柱上的轴套均与所述抵压座连接。
7、本实用新型所述的电机转子磁钢伺服压装机,其中,所述第一导向机构包括圆筒体,所述圆筒体的下端贯穿至所述抵压座的下表面,所述圆筒体的上端端面纵向贯穿设有供所述磁钢压合件上下活动的导向孔。
8、本实用新型所述的电机转子磁钢伺服压装机,其中,所述抵压座的下表面设有与所述圆筒体同轴的固定盘,所述圆筒体和所述抵压座均与所述固定盘可拆卸连接,装配到位时,所述固定盘的上表面抵在所述抵压座的下表面上;所述固定盘上设有供所述磁钢压合件穿过的避让孔。
9、本实用新型所述的电机转子磁钢伺服压装机,其中,所述固定盘上设有与所述圆筒体的内腔同轴的通孔。
10、本实用新型所述的电机转子磁钢伺服压装机,其中,所述压装台包括盛放电机转子的安装座,所述安装座的上表面设有与电机转子适配的定位槽,所述压装台还包括固定所述安装座的固定底座,所述固定底座的下端设有导轨,所述导轨设有两个且均固定在所述工位台上。
11、本实用新型所述的电机转子磁钢伺服压装机,其中,所述第一升降机构为丝杆电机模组;所述第二升降机构和所述横移机构均为气缸。
12、本实用新型的有益效果在于:工作时,通过横移机构将压装台移出磁钢压合件的下方,工人将电机转子装入压装台上,并进一步将磁钢片插在转子上的槽内,装配好后,通过横移机构再次将压装台上的转子移至第一升降机构的下方,到位后,通过第一升降机构磁钢压合件下降便可将磁钢压入转子上的槽内,压合后通过横移机构复位移出压装台,压装过程实现自动化完成,相比较传统采用人工操作治具的方式,效率可进一步提成,压装的质量也可得到保障,工人的劳动强度同时也得到了降低。
技术特征:
1.一种电机转子磁钢伺服压装机,其特征在于,该压装机包括工位台、设于所述工位台上方的磁钢压合件、驱动所述磁钢压合件升降的第一升降机构,和水平滑动设置在所述工位台上表面上的压装台;所述压装机还包括驱动所述压装台移入或移出所述磁钢压合件正下方的横移机构,和将电机转子朝下抵压固定在所述压装台上的抵压座,以及驱动所述抵压座升降的第二升降机构;所述抵压座设于所述磁钢压合件的下方,所述抵压座的上表面设有防止所述磁钢压合件偏斜的第一导向机构,所述第二升降机构设于所述工位台上。
2.根据权利要求1所述的电机转子磁钢伺服压装机,其特征在于,所述压装机还包括对所述抵压座的上下运动进行导向的第二导向机构。
3.根据权利要求2所述的电机转子磁钢伺服压装机,其特征在于,所述第二导向机构包括竖直设置在所述工位台上表面上的多个导向柱,和同轴套设在所述导向柱上的轴套;所述抵压座与所述导向柱固定连接,多个所述导向柱的上端均通过安装架固定连接,所述第一升降机构设于所述安装架上。
4.根据权利要求3所述的电机转子磁钢伺服压装机,其特征在于,所述抵压座承诺圆盘状,多个所述导向柱上的轴套均与所述抵压座连接。
5.根据权利要求4所述的电机转子磁钢伺服压装机,其特征在于,所述第一导向机构包括圆筒体,所述圆筒体的下端贯穿至所述抵压座的下表面,所述圆筒体的上端端面纵向贯穿设有供所述磁钢压合件上下活动的导向孔。
6.根据权利要求5所述的电机转子磁钢伺服压装机,其特征在于,所述抵压座的下表面设有与所述圆筒体同轴的固定盘,所述圆筒体和所述抵压座均与所述固定盘可拆卸连接,装配到位时,所述固定盘的上表面抵在所述抵压座的下表面上;所述固定盘上设有供所述磁钢压合件穿过的避让孔。
7.根据权利要求6所述的电机转子磁钢伺服压装机,其特征在于,所述固定盘上设有与所述圆筒体的内腔同轴的通孔。
8.根据权利要求7所述的电机转子磁钢伺服压装机,其特征在于,所述压装台包括盛放电机转子的安装座,所述安装座的上表面设有与电机转子适配的定位槽,所述压装台还包括固定所述安装座的固定底座,所述固定底座的下端设有导轨,所述导轨设有两个且均固定在所述工位台上。
9.根据权利要求1所述的电机转子磁钢伺服压装机,其特征在于,所述第一升降机构为丝杆电机模组;所述第二升降机构和所述横移机构均为气缸。
技术总结
本技术涉及一种电机转子磁钢伺服压装机,该压装机包括工位台、设于工位台上方的磁钢压合件、驱动磁钢压合件升降的第一升降机构,和水平滑动设置在工位台上表面上的压装台;压装机还包括驱动压装台移入或移出压装头组件正下方的横移机构,和将电机转子朝下抵压固定在压装台上的抵压座,以及驱动抵压座升降的第二升降机构;抵压座设于磁钢压合件的下方,抵压座的上表面设有防止磁钢压合件偏斜的第一导向机构,第二升降机构设于工位台上;工作时,通过横移机构将压装台上的转子移至第一升降机构的下方,通过第一升降机构磁钢压合件下降便可将磁钢压入转子上的槽内,压合后通过横移机构复位移出压装台。
技术研发人员:曾丹明,吴海明
受保护的技术使用者:广东若克精密制造科技有限公司
技术研发日:20240403
技术公布日:2025/3/24
- 还没有人留言评论。精彩留言会获得点赞!