元件安装系统的制作方法
本说明书对元件安装系统进行公开。
背景技术:
1、以往,公知有设定多种基板的生产顺序、根据所设定的生产顺序设置基板并安装元件的表面安装机。例如,专利文献1公开一种装置,其以多种印刷基板中的最初进行安装处理的印刷基板为基准,按照与相对于先进行安装处理的印刷基板安装的安装元件重复的元件的种类的降序设定在此之后生产的印刷基板的种类,进一步按照与供给该重复的元件的带式供料器的位置重复的种类的降序设定在此之后生产的印刷基板的种类。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开2005-159160号公报
技术实现思路
1、发明所要解决的课题
2、然而,有时使安装元件的安装作业的执行顺序(生产顺序)成为按照与相对于先进行安装处理的印刷基板安装的安装元件重复的元件的种类的降序不一定成为适当的顺序。换产调整例如通过如下动作来进行:若执行期间的安装作业结束,则将执行期间的安装作业中使用的供料器中的接下来的安装作业中使用的供料器保持于元件安装机,并且将接下来的安装作业中不使用的使用完毕的供料器从元件安装机取出,将接下来的安装作业中使用的新的供料器安装于元件安装机。在这种情况下,若使安装作业的执行顺序成为按照与相对于之前的安装作业安装的安装元件重复的元件的种类的降序,则在向最后的安装作业的换产调整时,重复的元件的种类最少,因此,供料器的更换数量变多,恐怕至生产开始为止产生较长的等待时间。
3、本公开的主要目的在于提供一种元件安装系统,其在依次执行多个安装作业的元件安装系统中,能够抑制进行安装作业的切换时一部分的安装作业之间产生较长的等待时间而提高生产效率。
4、用于解决课题的技术方案
5、本公开为了实现上述的主要目的而采用了以下的方案。
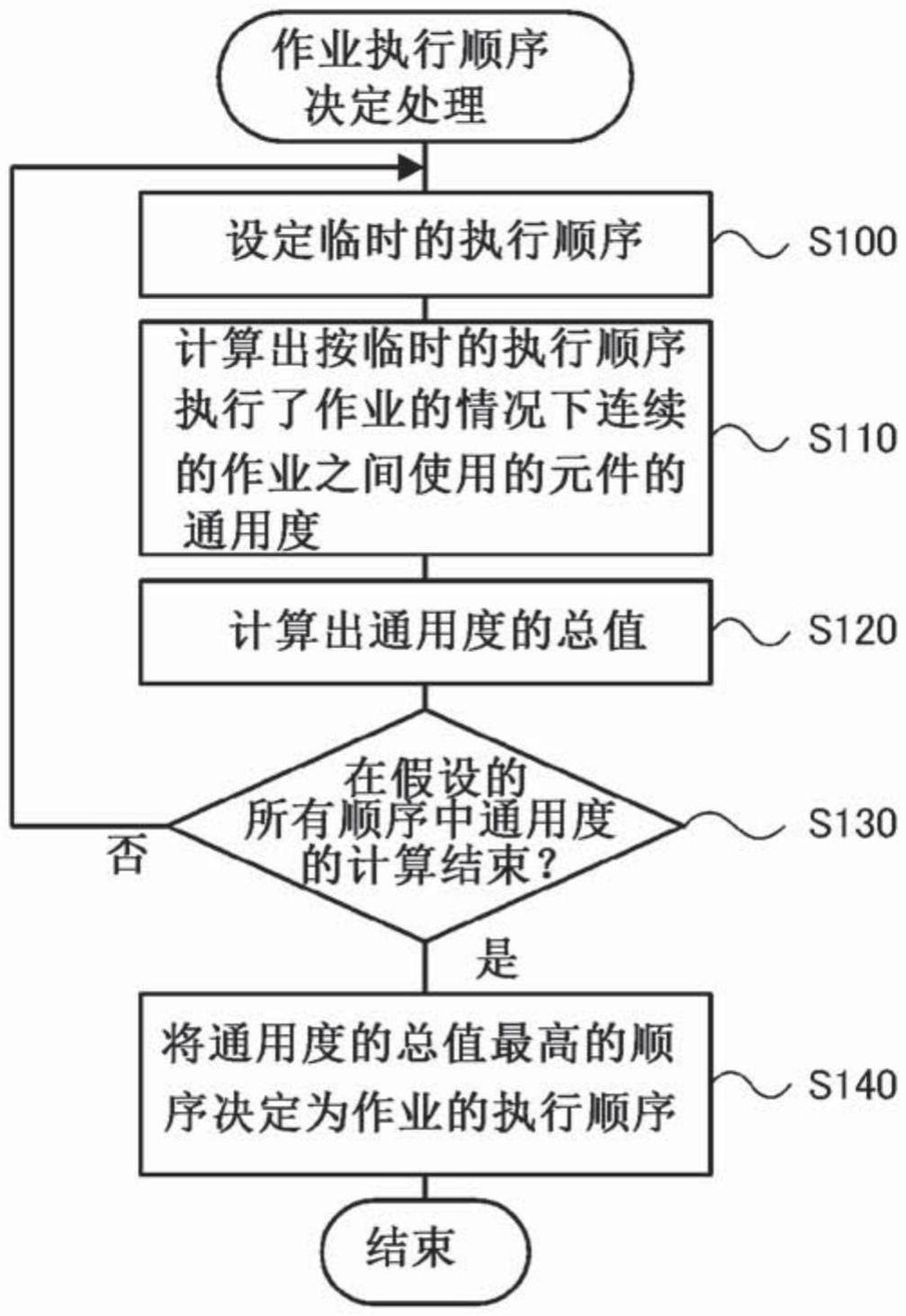
6、本公开的元件安装系统具备元件安装机,并对上述元件安装机应该执行的多个安装作业进行管理,上述元件安装机执行将从装配于多个被装配部的某一个被装配部的供料器供给的元件取出并安装的安装作业,上述元件安装系统具备:执行顺序决定部,求出在各个上述元件安装机按假设的多个顺序执行了上述多个安装作业的情况下连续的前后安装作业之间所使用的元件通用的比例的总值或最低值,基于在上述多个顺序中分别求出的上述总值或上述最低值来决定上述多个安装作业的执行顺序;及作业切换部,在按由上述执行顺序决定部决定出的执行顺序切换连续的前后安装作业时,将收容有在前安装作业中使用了的元件中的、与在后安装作业中所使用的元件通用的元件的供料器保持于上述被装配部,将收容有上述在后安装作业中所使用的元件中的、与上述在前安装作业中使用了的元件不通用的元件的供料器装配于上述多个被装配部中的空的被装配部即空被装配部。
7、在该本公开的元件安装系统中,能够使在执行多个安装作业的情况下各安装作业之间换产调整所需的时间平均化。作为其结果,能够抑制在安装作业的切换时一部分的安装作业之间产生较长的等待时间,能够提高生产效率。
技术特征:
1.一种元件安装系统,具备元件安装机,并对所述元件安装机应该执行的多个安装作业进行管理,所述元件安装机执行将从装配于多个被装配部的某一个被装配部的供料器供给的元件取出并进行安装的安装作业,其中,
2.根据权利要求1所述的元件安装系统,其中,
3.根据权利要求1或2所述的元件安装系统,其中,
4.根据权利要求1~3中任一项所述的元件安装系统,其中,
5.根据权利要求1~4中任一项所述的元件安装系统,其中,
技术总结
元件安装系统具备决定多个安装作业的执行顺序的执行顺序决定部及切换安装作业的作业切换部。执行顺序决定部求出在各个元件安装机按多个顺序执行了多个安装作业的情况下连续的安装作业之间所使用的元件通用的比例的总值或最低值,基于在该多个顺序中分别求出的总值或最低值来决定多个安装作业的执行顺序。作业切换部在切换按决定出的执行顺序而连续的前后安装作业时,将收容有在前安装作业中使用了的元件中的、与在后安装作业中所使用的元件通用的元件的供料器保持于被装配部,将收容有在后安装作业中所使用的元件中的、与在前安装作业中使用了的元件不通用的元件的供料器装配于多个被装配部中的空的被装配部。
技术研发人员:三治满,石川浩平
受保护的技术使用者:株式会社富士
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!