一种一体式加热盘的制作方法与流程
本发明属于电加热,涉及一种制作方法,特别是一种一体式加热盘的制作方法。
背景技术:
1、加热盘作为常用的加热元件,通过将盘内的电热丝通电,将电能转化成热能,把产生的热量通过盘面传递至加热对象来进行加热。目前,加热盘的主要结构包括上盘、下盘和加热丝,通过将上盘和下盘组合,并在上盘和下盘之间安装加热丝,来组成加热盘的整体,现有的加热盘由于制作方式、制作材料和制造精度等因素的不同,导致加热盘的使用寿命较短,其中,如何选择加热盘的制作材料以及采用何种加热盘的制作方式是决定加热盘使用寿命的关键,因此,设计出一种一体式加热盘的制作方法是很有必要的。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种一体式加热盘的制作方法,该一体式加热盘的制作方法能够使加热盘的使用寿命更长。
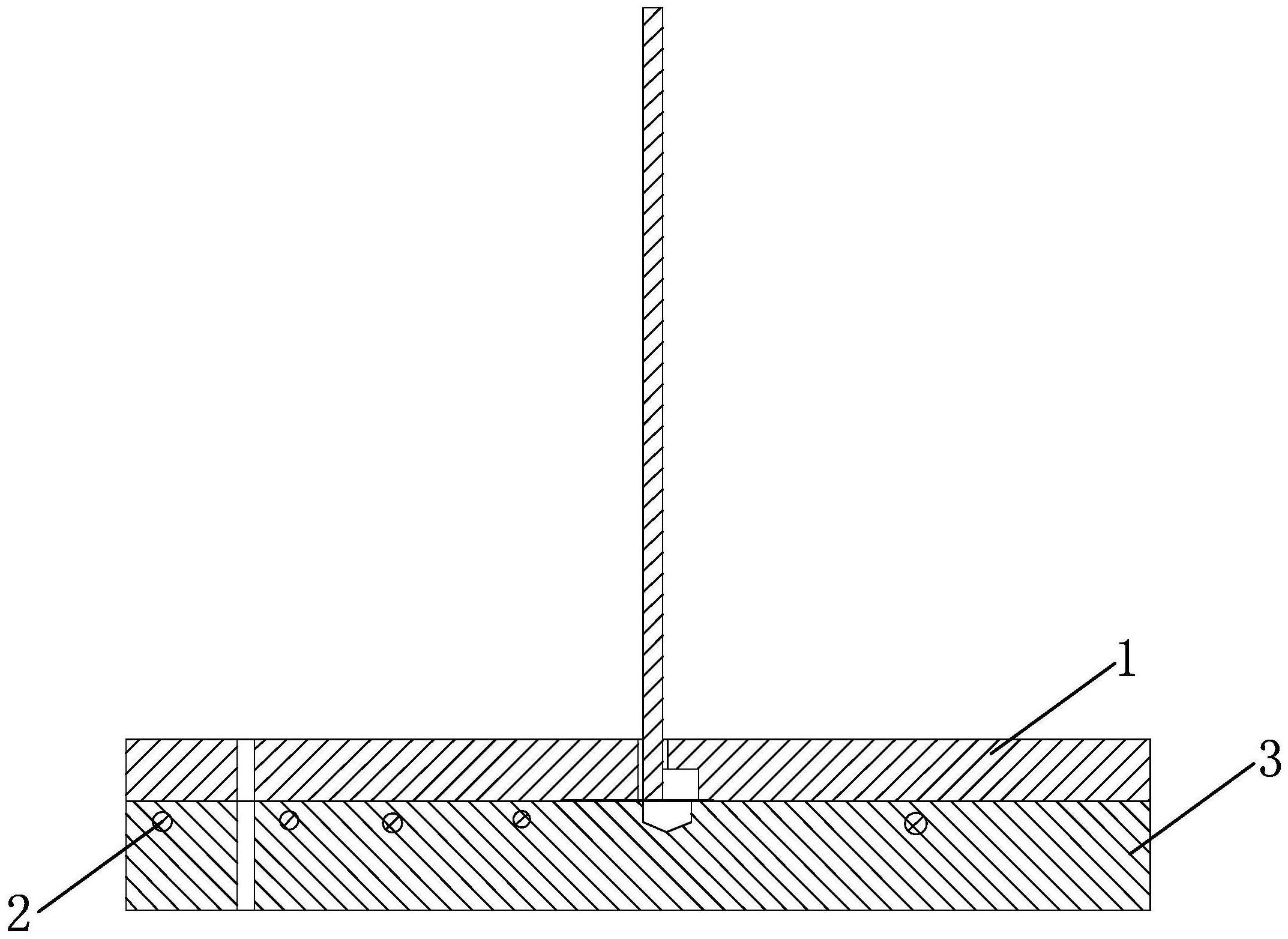
2、本发明的目的可通过下列技术方案来实现:一种一体式加热盘的制作方法,一体式加热盘包括上盘、加热丝和下盘,其特征在于,所述一体式加热盘的制作步骤如下:
3、步骤一:通过机床将金属原胚加工成下盘;
4、步骤二:将加热丝放置在下盘上,并使用镶件根据加热丝的布局挖槽后将加热丝固定在下盘上;
5、步骤三:将上盘通过铸造的方式与下盘铸造成一体,并在铸造过程中加入钛和硅;
6、步骤四:使用高温锻压的方式,对铸造完成的一体式加热盘进行处理;
7、步骤五:将加热盘进行高温锻压后,采用扩散焊接的方式将上盘和下盘进一步连接。
8、所述步骤一中的金属原胚采用铝合金或不锈钢制成。
9、所述步骤二中加热丝采用镶件进行固定,使铸造时加热丝定位效果好。
10、所述步骤三中铸造时加入的钛含量为0.1%,铸造温度为680-730℃,铸造完成后将加热盘冷却1小时。
11、在铸造过程中加入钛能够提高盘体晶料度。
12、采用铸造的方式使加热丝与上盘和下盘之间的融合效果好,热传递效率高,加热丝使用寿命长。
13、所述步骤四中高温锻压的温度为400-500℃。
14、在对铸造后的加热盘进行高温锻压,不经提高了材料的密实度,还能使氟化效果更好,工艺表现更好。
15、所述步骤五中扩散焊接使用的设备为扩散焊接装置。
16、由于上盘和下盘的使用的是异种材料,采用传统的熔焊方式,很难实现可靠的连接,因此采用扩散焊接的方式,能够使异种材料之间更好的连接。
17、所述扩散焊接装置包括箱体,所述箱体正面开设有供加热盘放入的开口,开口上安装有可打开的密封门,所述箱体顶部安装有真空泵,并通过管道一连通箱体内部,所述箱体内顶部安装有压力机构,所述箱体内两侧安装有加热机构,所诉箱体内底部安装有若干放置台,放置台上还开设有对应加热盘大小的放置口,放置台底部还连接有一能使其转动的旋转机构,所述箱体底部连接有底座。
18、将需要进行扩散焊接的加热盘,放入放置口内,并关闭密封门,启动加热机构和旋转机构对加热盘进行均匀加热,同时启动真空泵,通过管道将箱体内抽成真空状态,之后启动压力机构,对加热盘施压,从而完成扩散焊接。
19、所述若干放置台中,底部的放置台上垂直设置定位柱,其余的放置台上开设有定位孔,并可通过定位孔在定位柱的导向下上下移动。
20、所述压力机构包括液压杆和压头,液压杆安装在箱体顶部,压头安装在液压杆杆部,且压头位置与放置台对应,所述压头上也具有与放置台上相同的定位孔,并可通过定位孔在定位柱的导向下上下移动。
21、采用定位孔和定位柱的结构,相较于现有的扩散焊接装置,实现压头和多个放置台的配合,能够在箱体内一次性对多个加热盘进行扩散焊接,解决了生产效率的问题。
22、所述加热机构包括推杆电机和弧形加热板,推杆电机安装在箱体两侧,弧形加热板安装在推杆电机杆部,且相对于放置台垂直。
23、所述旋转机构包括旋转电机,旋转电机安装在箱体底部,旋转电机的输出轴连接放置台底部的中心位置。
24、所述箱体顶部安装有氩气罐,并通过管道二连通箱体内部。
25、在焊接过程中充入氩气作为保护气体,提高焊接质量。
26、采用扩散焊接不使用焊料,且扩散焊接不会引起零件的宏观变形、熔化或零件的相对移动,在加热盘制作时具有更高的精度。
27、与现有技术相比,本一体式加热盘的制作方法具有该优点:本发明通过扩散焊接的方式制作加热盘,保证了盘体的精度,并在加热盘铸造成型过程中加入钛和硅,提高了盘体晶料度,且对铸造后的加热盘进行高温锻压,提高了材料的密实度,使加热盘后续氟化处理时效果更好,从而延长加热盘的使用寿命。
技术特征:
1.一种一体式加热盘的制作方法,一体式加热盘包括上盘(1)、加热丝(2)和下盘(3),其特征在于,所述一体式加热盘的制作步骤如下:
2.根据权利要求1所述的一种一体式加热盘的制作方法,其特征在于,所述步骤一中的金属原胚采用铝合金或不锈钢制成。
3.根据权利要求1所述的一种一体式加热盘的制作方法,其特征在于,所述步骤三中铸造时加入的钛含量为0.1%,铸造温度为680-730℃,铸造完成后将加热盘冷却1小时。
4.根据权利要求1所述的一种一体式加热盘的制作方法,其特征在于,所述步骤四中高温锻压的温度为400-500℃。
5.根据权利要求1所述的一种一体式加热盘的制作方法,其特征在于,所述步骤五中扩散焊接使用的设备为扩散焊接装置,包括箱体(4),所述箱体(4)正面开设有供加热盘放入的开口,开口上安装有可打开的密封门(5),所述箱体(4)顶部安装有真空泵(6),并通过管道一(7)连通箱体(4)内部,所述箱体(4)内顶部安装有压力机构,所述箱体(4)内两侧安装有加热机构,所诉箱体(4)内底部安装有若干放置台(8),放置台(8)上还开设有对应加热盘大小的放置口,放置台(8)底部还连接有一能使其转动的旋转机构,所述箱体(4)底部连接有底座(9)。
6.根据权利要求5所述的一种扩散焊接装置,其特征在于,所述若干放置台(8)中,底部的放置台(8)上垂直设置定位柱(10),其余的放置台(8)上开设有定位孔(11),并可通过定位孔(11)在定位柱(10)的导向下上下移动。
7.根据权利要求5所述的一种扩散焊接装置,其特征在于,所述压力机构包括液压杆(12)和压头(13),液压杆(12)安装在箱体(4)顶部,压头(13)安装在液压杆(12)杆部,且压头(13)位置与放置台(8)对应,所述压头(13)上也具有与放置台(8)上相同的定位孔(11),并可通过定位孔(11)在定位柱(10)的导向下上下移动。
8.根据权利要求5所述的一种扩散焊接装置,其特征在于,所述加热机构包括推杆电机(14)和弧形加热板(15),推杆电机(14)安装在箱体(4)两侧,弧形加热板(15)安装在推杆电机(14)杆部,且相对于放置台(8)垂直。
9.根据权利要求5所述的一种扩散焊接装置,其特征在于,所述旋转机构包括旋转电机(16),旋转电机(16)安装在箱体(4)底部,旋转电机(16)的输出轴连接放置台(8)底部的中心位置。
10.根据权利要求1所述的一种一体式加热盘的制作方法,其特征在于,所述箱体(4)顶部安装有氩气罐(17),并通过管道二(18)连通箱体(4)内部。
技术总结
本发明提供了一种一体式加热盘的制作方法。它解决了现有的加热盘由于制作方式、制作材料和制造精度等因素的不同,导致加热盘的使用寿命较短等技术问题。一体式加热盘的制作方法,一体式加热盘包括上盘、加热丝和下盘,一体式加热盘的制作步骤如下:步骤一:通过机床将金属原胚加工成下盘;步骤二:将加热丝放置在下盘上,并使用镶件根据加热丝的布局挖槽后将加热丝固定在下盘上;步骤三:将上盘通过铸造的方式与下盘铸造成一体,并在铸造过程中加入钛和硅;步骤四:使用高温锻压的方式,对铸造完成的一体式加热盘进行处理;步骤五:将加热盘进行高温锻压后,采用扩散焊接的方式将上盘和下盘进一步连接。本发明能够使加热盘的使用寿命更长。
技术研发人员:肖学才,方明喜
受保护的技术使用者:浙江龙际立尔半导体科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!