一种汽车点光源线体装配上板机的制作方法
本发明涉及汽车板材加工,具体为一种汽车点光源线体装配上板机。
背景技术:
1、在日益发展的当今社会,随着人类对于优质生活环境的不断追求,作为人类代步工具的汽车也是不断地在发展创新。传统卤素灯聚焦光线好是因为钨丝点亮,光线来自一个中心点,通常称为“点照明”。点光源通过灯光的折射聚集在一起,均匀地散布在路面上,以保证前方有足够的场亮度。由此可见汽车点光源在车灯加工中十分重要。
2、数字化工厂是多个系统的集成,现有的汽车点光源u线线体装配的工序包括上板机、烧录机、分板机、升降机、上针脚机、pcba翻转、ccd检测、升降机、移裁机、升降机、自动上位壳机、装pcba机、自动上后盖机、镭雕机、产品编辑机、产品读取机、收料机和升降机。
3、现有的汽车点光源线体上板装置需要人工上板推料,人工力度难以控制得完全一致,使得上板的位置不够统一,不够整齐,影响板料加工的效率;因此,不满足现有的需求,对此我们提出了一种汽车点光源线体装配上板机。
技术实现思路
1、本发明提供了一种汽车点光源线体装配上板机,具备的有益效果,解决了上述背景技术中所提到的现有的汽车点光源线体上板装置需要人工上板推料,人工力度难以控制得完全一致,使得上板的位置不够统一,不够整齐,影响板料加工的效率的问题。
2、本发明提供如下技术方案:一种汽车点光源线体装配上板机,包括封气罩和架台,所述封气罩设置在所述架台的外侧,所述封气罩底部安装有第一支撑脚,所述架台底部安装有第二支撑脚和万向轮,所述架台前侧铰接有机箱开门,所述架台内侧设置有三轴移动模组,所述架台内部的上侧滑动设置有推杆,所述架台侧部滑动安装有升降平台,所述升降平台与所述三轴移动模组连接,所述升降平台上侧滑动设置有多个弹夹料盒,所述弹夹料盒侧部开设有若干板槽,所述架台的上侧固定安装有出板轨道,所述出板轨道位置与所述推杆对应。
3、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述架台设置为凹字形,所述推杆设置在所述三轴移动模组的上方,所述升降平台也在所述三轴移动模组的上方,所述出板轨道设置在所述升降平台的后侧,所述弹夹料盒设置在所述推杆和所述出板轨道之间。
4、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述架台内部安装有电气安装板,所述三轴移动模组安装在所述电气安装板的侧部,所述三轴移动模组设置为xyz三个方向的气缸组合,所述升降平台与所述三轴移动模组的y轴气缸连接。
5、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述升降平台的上侧开设有直线通槽,所述升降平台上侧滑动安装有平台基板,所述三轴移动模组的x轴气缸端部连接履带,履带侧部螺栓穿过所述直线通槽与所述平台基板底部连接,所述平台基板上侧安装有直线滑槽条,所述直线滑槽条设置为光电铝槽,所述直线滑槽条与所述三轴移动模组的z轴气缸连接,所述直线滑槽条上侧滑动安装有固定槽板,所述固定槽板上侧安装有若干料盒固定片,所述弹夹料盒放置在所述固定槽板的上侧,所述料盒固定片可拆卸安装在所述弹夹料盒的两侧。
6、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述弹夹料盒的顶部安装有提手,所述板槽的两端均设置为圆形槽孔,若干所述板槽均为水平设置,点光源线体板材滑动插接在所述板材中。
7、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述电气安装板的前侧安装有显示屏,所述显示屏设置为触控操作屏。
8、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述架台内部的上侧安装有推料气缸,所述推料气缸的输出端安装有滑块,所述推杆安装在所述滑块的侧部,所述推杆呈水平设置,所述推杆与所述槽板滑动插接,且二者间隙配合。
9、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述出板轨道上侧的两侧安装有轨道侧板,两个所述轨道侧板之间共同插接有两个调宽光圆和一个螺杆,所述螺杆与其中一个所述轨道侧板螺纹连接。
10、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述调宽光圆设置为光滑的圆杆,所述螺杆设置为正反牙梯形螺纹杆,所述螺杆的端部安装有手轮。
11、作为本发明所述的一种汽车点光源线体装配上板机可选方案,其中:所述架台侧部安装有接线侧口,所述接线侧口设置为开设有圆形通孔的凹口。
12、本发明具备以下有益效果:
13、1、该汽车点光源线体装配上板机,通过三轴移动模组和弹夹料盒的配合,一个弹夹料盒中可以放置多个点光源板材,每一块板材滑动插接在板槽中,三轴移动模组的y轴带动升降平台上下移动,使得对应的板材与推杆在同一水平高度,三轴移动模组的x轴带动平台基板左右平移,使得对应的板材正对推杆所在方向,最后三轴移动模组中的z轴带动固定槽板前后移动,使得弹夹料盒靠近推杆,同时推料气缸驱动推杆移动,推杆与板材接触,并将板材推到出板轨道上,实现点光源线体板材的自动上料和推料,相较于人工推料,统一上料力度和位置提高了精确度,且自动化上板,提高了上板的效率,节省了人工劳动力。
14、2、该汽车点光源线体装配上板机,在固定槽板上放置多个弹夹料盒,当一个弹夹料盒中的板材全都上板完成,三轴移动模组的x轴可带动固定槽板移动,使得其他的弹夹料盒正对推杆,继续进行上板,且通过冗余设置的方式,可将料盒固定片与空的弹夹料盒拆开,通过弹夹料盒上的提手将弹夹料盒提起,更换装满板材的新的弹夹料盒,实现上板机的板材使用保持充裕,尽可能避免空盒断料,提高加工效率和收益。
15、3、该汽车点光源线体装配上板机,通过螺杆和调宽光圆的配合,在螺杆旋转时,螺杆与轨道侧板发生螺纹转动,同时由于调宽光圆对轨道侧板的限制,使得轨道侧板只能发生平移,从而实现了出板轨道出板宽度的调整,可适应不同规格的点光源线体板材,提高使用范围和灵活程度。
技术特征:
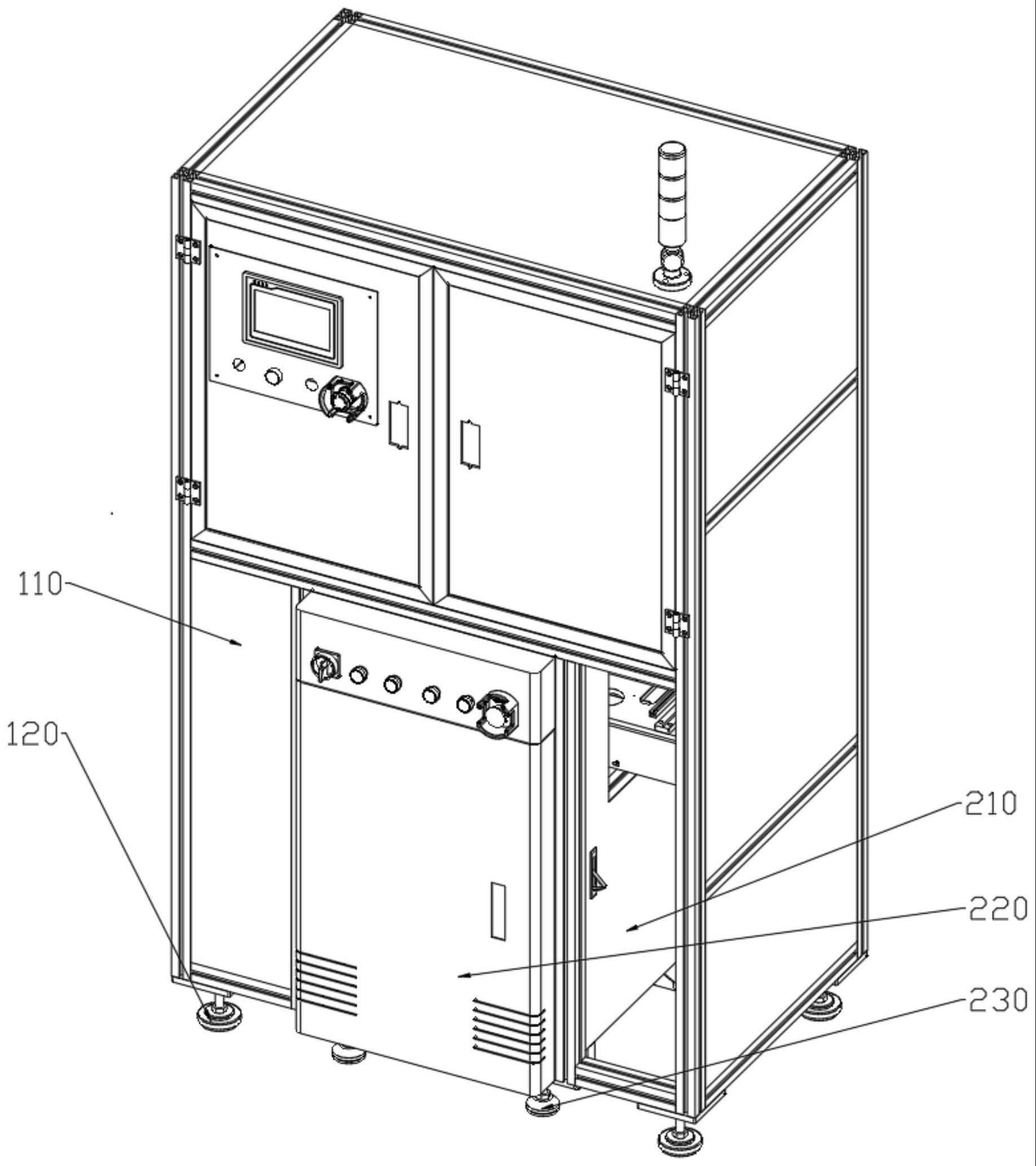
1.一种汽车点光源线体装配上板机,包括封气罩(110)和架台(210),所述封气罩(110)设置在所述架台(210)的外侧,其特征在于:所述封气罩(110)底部安装有第一支撑脚(120),所述架台(210)底部安装有第二支撑脚(230)和万向轮(240),所述架台(210)前侧铰接有机箱开门(220),所述架台(210)内侧设置有三轴移动模组(400),所述架台(210)内部的上侧滑动设置有推杆(430),所述架台(210)侧部滑动安装有升降平台(270),所述升降平台(270)与所述三轴移动模组(400)连接,所述升降平台(270)上侧滑动设置有弹夹料盒(320),所述弹夹料盒(320)侧部开设有若干板槽(340),所述架台(210)的上侧固定安装有出板轨道(350),所述出板轨道(350)位置与所述推杆(430)对应。
2.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述架台(210)设置为凹字形,所述推杆(430)设置在所述三轴移动模组(400)的上方,所述升降平台(270)也在所述三轴移动模组(400)的上方,所述出板轨道(350)设置在所述升降平台(270)的后侧,所述弹夹料盒(320)设置在所述推杆(430)和所述出板轨道(350)之间。
3.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述架台(210)内部安装有电气安装板(250),所述三轴移动模组(400)安装在所述电气安装板(250)的侧部,所述三轴移动模组(400)设置为xyz三个方向的气缸组合,所述升降平台(270)与所述三轴移动模组(400)的y轴气缸连接。
4.根据权利要求3所述的一种汽车点光源线体装配上板机,其特征在于:所述升降平台(270)的上侧开设有直线通槽(271),所述升降平台(270)上侧滑动安装有平台基板(280),所述三轴移动模组的x轴气缸端部连接履带,履带侧部螺栓穿过所述直线通槽(271)与所述平台基板(280)底部连接,所述平台基板(280)上侧安装有直线滑槽条(290),所述直线滑槽条(290)设置为光电铝槽,所述直线滑槽条(290)与所述三轴移动模组(400)的z轴气缸连接,所述直线滑槽条(290)上侧滑动安装有固定槽板(300),所述固定槽板(300)上侧安装有若干料盒固定片(310),多个所述弹夹料盒(320)放置在所述固定槽板(300)的上侧,所述料盒固定片(310)可拆卸安装在所述弹夹料盒(320)的两侧。
5.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述弹夹料盒(320)的顶部安装有提手(330),所述板槽(340)的两端均设置为圆形槽孔,若干所述板槽(340)均为水平设置,点光源线体板材滑动插接在所述板材中。
6.根据权利要求3所述的一种汽车点光源线体装配上板机,其特征在于:所述电气安装板(250)的前侧安装有显示屏(260),所述显示屏(260)设置为触控操作屏。
7.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述架台(210)内部的上侧安装有推料气缸(410),所述推料气缸(410)的输出端安装有滑块(420),所述推杆(430)安装在所述滑块(420)的侧部,所述推杆(430)呈水平设置,所述推杆(430)与所述槽板滑动插接,且二者间隙配合。
8.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述出板轨道(350)上侧的两侧安装有轨道侧板(360),两个所述轨道侧板(360)之间共同插接有两个调宽光圆(390)和一个螺杆(380),所述螺杆(380)与其中一个所述轨道侧板(360)螺纹连接。
9.根据权利要求8所述的一种汽车点光源线体装配上板机,其特征在于:所述调宽光圆(390)设置为光滑的圆杆,所述螺杆(380)设置为正反牙梯形螺纹杆,所述螺杆(380)的端部安装有手轮(370)。
10.根据权利要求1所述的一种汽车点光源线体装配上板机,其特征在于:所述架台(210)侧部安装有接线侧口(211),所述接线侧口(211)设置为开设有圆形通孔的凹口。
技术总结
本发明涉及汽车板材加工技术领域,且公开了一种汽车点光源线体装配上板机,包括封气罩和架台,封气罩设置在架台的外侧,封气罩底部安装有第一支撑脚,架台底部安装有第二支撑脚和万向轮,架台前侧铰接有机箱开门,架台内侧设置有三轴移动模组,架台内部的上侧滑动设置有推杆,架台侧部滑动安装有升降平台,升降平台上侧滑动设置有多个弹夹料盒,弹夹料盒侧部开设有若干板槽,架台的上侧固定安装有出板轨道,出板轨道位置与推杆对应,推料气缸驱动推杆移动,推杆与板材接触,并将板材推到出板轨道上,实现点光源线体板材的自动上料和推料,相较于人工推料,统一上料力度和位置提高了精确度,自动化上板提高了上板的效率,节省了人工劳动力。
技术研发人员:蒋组元,蒋海兵
受保护的技术使用者:深圳市海铭德科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!