一种内嵌热管的散热基板的制作方法
本技术涉及传热传质,具体涉及一种内嵌热管的散热基板。
背景技术:
1、目前电子产品的散热方式主要有自然散热、强迫风冷和强迫液冷三种方式,但不管用哪种散热方式,都需要基于良好的散热基板作为热量传递的载体,才能有效的利用各种方式进行散热,达到最佳的散热效果。热管是一种利用气液相变换热技术达到高效传热的管式元件,其内部包括密封管、吸液芯和相变工质,密封管以铜材为主,并且根据需要可以进行弯折和压扁。热管工作时,在热管内部真空环境内,液态工质在蒸发端吸热沸腾转化为气态工质,局部压力增大,通过气道传递至冷凝端,气态工质在冷凝端遇到热沉(冷源)凝结转化为液态,在通过吸液芯回流至蒸发端,如此反复作用。目前热管多应用在结构简单和相对静止的电子设备中,在局部空间内含有多个集聚热源或者移动的复杂电子设备内,传统热管无法满足其传热要求。
技术实现思路
1、有鉴于此,本申请实施例提供一种内嵌热管的散热基板,本申请利用热管点对点高效传热的特点,将多个热管封装在铝合金基体内部,在起到快速传热效果的同时,也能适应复杂空间的散热条件,有效保证散热基板整体强度。
2、本申请实施例提供以下技术方案:一种内嵌热管的散热基板,所述散热基板包括:
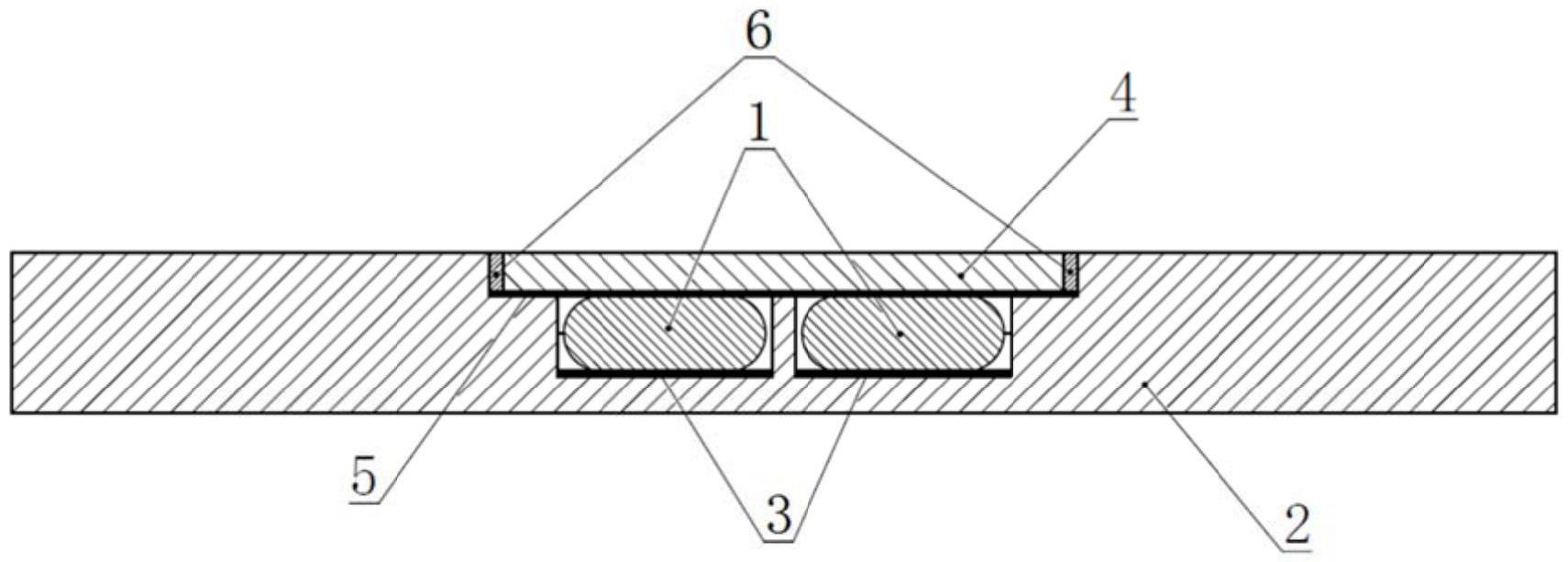
3、底板,所述底板的一侧表面开设供多个热管嵌入的凹槽,所述多个热管嵌入所述凹槽内,且所述多个热管的底部与所述凹槽之间的空隙形成高温焊料区,以在所述高温焊料区通过高温焊料将所述多个热管焊接固定在所述凹槽内;
4、盖板,所述盖板盖于所述凹槽的槽口,所述盖板的底壁与所述凹槽的槽口之间的空隙形成低温焊料区,以在所述低温焊料区通过低温焊料将所述盖板焊接固定在所述底板上。
5、根据本申请一种实施例,所述凹槽包括水平部以及与所述水平部两端连通的竖直部,所述多个热管包括两根u型热管,该两根u型热管以背靠背的方式焊接固定在所述凹槽内,使该u型热管的端部均位于所述凹槽的竖直部内。
6、根据本申请一种实施例,所述盖板的边缘与所述底板之间的接触缝隙处设置铝箔进行密封。
7、根据本申请一种实施例,所述铝箔通过搅拌摩擦焊的方式密封固定在所述盖板与所述底板的缝隙之间。
8、根据本申请一种实施例,所述高温焊料区和所述低温焊料区均设置丝网,以实现高温焊料和低温焊料的均匀涂抹。
9、根据本申请一种实施例,所述散热基板为铝合金基板。
10、根据本申请一种实施例,采用高温锡焊的方式在所述高温焊料区将所述多个热管焊接固定在所述凹槽内;采用低温锡焊的方式在所述低温焊料区将所述盖板焊接固定在所述底板上。
11、与现有技术相比,本申请具有以下有益效果:
12、1.本申请采用具有温度梯度差异的高温焊料和低温焊料进行两次焊接后,热管板的焊接强度和焊透率提升,可大幅度减少多余杂质的残留;
13、2.利用搅拌摩擦焊将铝箔和散热基体进行封装,可有效避免松香在使用过程中通过焊缝流出,可通过温度120℃的高温环境测试;
14、3.通过专用丝网对焊料涂抹,提高焊接的焊透率。
技术特征:
1.一种内嵌热管的散热基板,其特征在于,所述散热基板包括:
2.根据权利要求1所述的内嵌热管的散热基板,其特征在于,所述凹槽包括水平部以及与所述水平部两端连通的竖直部,所述多个热管包括两根u型热管,该两根u型热管以背靠背的方式焊接固定在所述凹槽内,使该u型热管的端部均位于所述凹槽的竖直部内。
3.根据权利要求1所述的内嵌热管的散热基板,其特征在于,所述盖板的边缘与所述底板之间的接触缝隙处设置铝箔进行密封。
4.根据权利要求3所述的内嵌热管的散热基板,其特征在于,所述铝箔通过搅拌摩擦焊的方式密封固定在所述盖板与所述底板的缝隙之间。
5.根据权利要求1所述的内嵌热管的散热基板,其特征在于,所述高温焊料区和所述低温焊料区均设置丝网,以实现高温焊料和低温焊料的均匀涂抹。
6.根据权利要求1所述的内嵌热管的散热基板,其特征在于,所述散热基板为铝合金基板。
7.根据权利要求1所述的内嵌热管的散热基板,其特征在于,采用高温锡焊的方式在所述高温焊料区将所述多个热管焊接固定在所述凹槽内;采用低温锡焊的方式在所述低温焊料区将所述盖板焊接固定在所述底板上。
技术总结
本技术提供了一种内嵌热管的散热基板,所述散热基板包括:底板,所述底板的一侧表面开设供多个热管嵌入的凹槽,所述多个热管嵌入所述凹槽内,且所述多个热管的底部与所述凹槽之间的空隙形成高温焊料区,以在所述高温焊料区通过高温焊料将所述多个热管焊接固定在所述凹槽内;盖板,所述盖板盖于所述凹槽的槽口,所述盖板的底壁与所述凹槽的槽口之间的空隙形成低温焊料区,以在所述低温焊料区通过低温焊料将所述盖板焊接固定在所述底板上。本技术利用热管点对点高效传热的特点,将多个热管封装在散热基板内部,在起到快速传热效果的同时,也能适应复杂空间的散热条件,有效保证散热基板整体强度。
技术研发人员:王文辉,常晋泽,张帆,贺文云
受保护的技术使用者:太原航空仪表有限公司
技术研发日:20221214
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!