一种晶振自动生产方法与流程
本发明涉及晶片加工,具体是一种晶振自动生产方法。
背景技术:
1、晶振为数字电路提供工作节拍,被称为现代电子产品的心脏,其工作的稳定性决定了电子产品本身工作的稳定性。
2、现在晶振不断地向小型化方向发展,目前贴片式晶振的尺寸已经做到了1.2mm*1.0mm尺寸。晶振主要包括三大部件:陶瓷基座、晶片和盖板。为了将晶片固定在振荡器或者谐振器的基座内,需要通过点胶的方式将晶片固定黏附在基准上。专利cn115921243a中公开了一种整板生产晶振的施胶方法,若干陶瓷基座呈矩阵式排列形成整板陶瓷基板,所述施胶方法包括以下步骤:s1、采用喷射点胶阀喷胶的形式对整板陶瓷基板上所有陶瓷基座施加底胶;s2、对整板陶瓷基板上所有陶瓷基座上晶片;s3、采用喷射点胶阀喷胶的形式对整板陶瓷基板上所有陶瓷基座施加顶胶。上述现有技术使得施胶工序与上晶片工序可以一鼓作气完成,避免了施胶工序与上晶片工序交替运行时两个工序之间设备切换的时间及需要反复重新定位的情况。
3、尽管上述现有技术能够大幅度提高生产效率,但是在晶片焊接的过程中,由于的流态胶水在凝固的过程中,其内部的应力会发生变化,导致晶片位置发生偏移,进而无法安装盖板;或者晶片与其外围的限位框之间产生较大的作用力,导致后期使用的过程中,在振动的共同作用下,导致晶片脱落。
技术实现思路
1、为了避免和克服现有技术中存在的技术问题,本发明提供了一种晶振自动生产方法。本发明能够提高晶片的安装精度,从而提升晶振工装的成品率;同时,本发明能够减少制程时间,实现智能传送,保证制程时间的一致性。
2、为实现上述目的,本发明提供如下技术方案:
3、一种晶振自动生产方法,包括以下步骤:
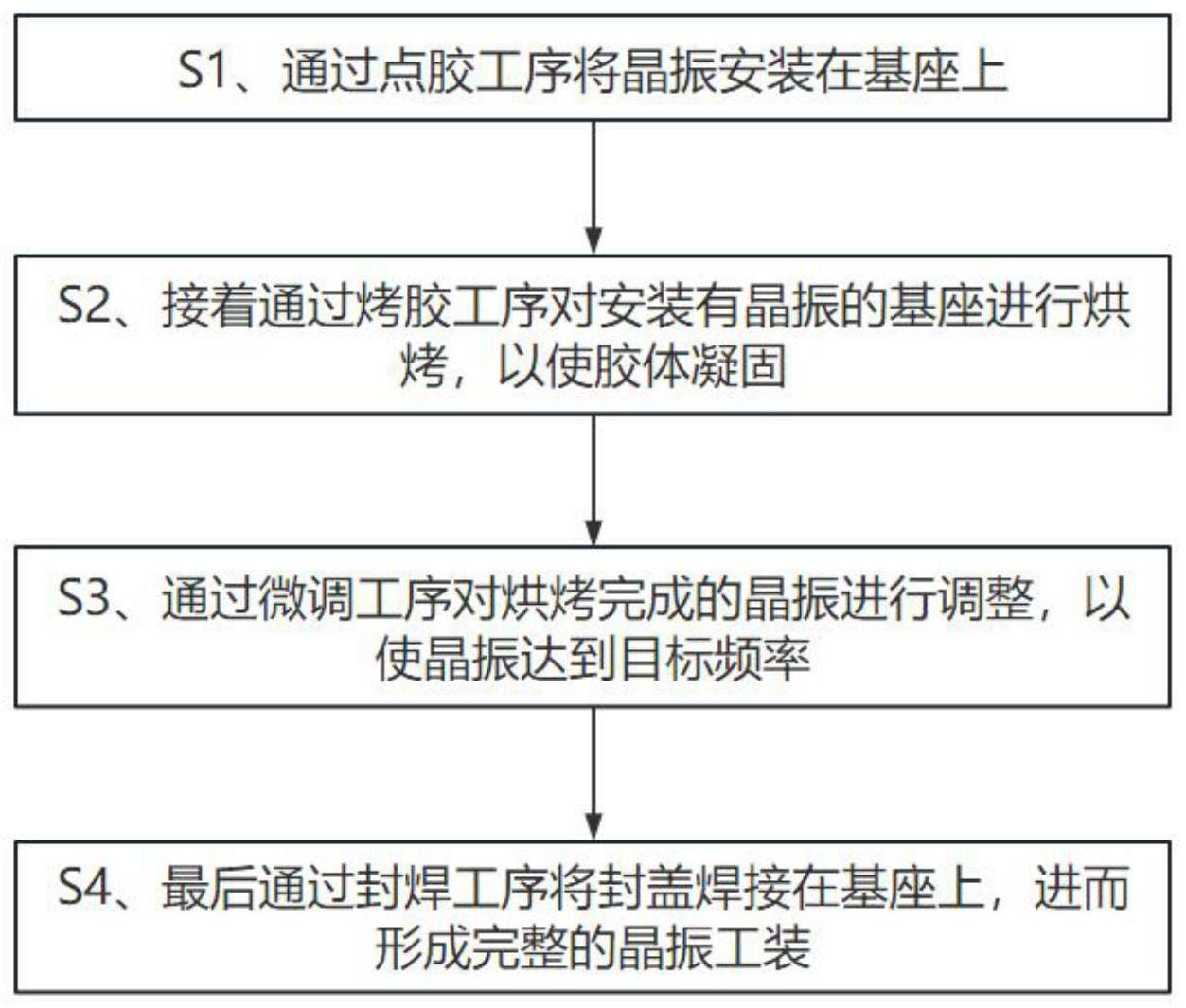
4、s1、通过点胶工序将晶片安装在基座上;
5、s2、接着通过烤胶工序对安装有晶片的基座进行烘烤,以使胶体凝固;
6、s3、通过微调工序对烘烤完成的晶片进行调整,以使晶片达到目标频率;
7、s4、最后通过封焊工序将盖板焊接在基座上,进而形成完整的晶振工装。
8、作为本发明再进一步的方案:步骤s1的具体步骤如下:
9、s11、首先通过基座取料机械手从提供基座的料源处夹取基座,并将基座放置在点胶机的固定台上;
10、s12、接着使用晶片取料机械手从提供晶片的料源处吸取晶片,并将晶片放置在基座上的晶片安装位置处;
11、s13、然后使用点胶机的点胶针头对晶片和基座的结合处打上胶体,使晶片黏附基座上。
12、作为本发明再进一步的方案:步骤s2的具体步骤如下:
13、s21、通过放料机械手将点胶完成的基座从收纳提篮勾取出,并放置在烤胶输送带上;
14、s22、烤胶输送带带着基座经过烤胶区,烤胶机向烤胶区内通入热风、氮气,以使胶体受热凝固。
15、作为本发明再进一步的方案:步骤s3的具体步骤如下:
16、s31、烤胶输送带将烤胶完成后的基座运出烤胶区;
17、s32、接着使用分料机械手夹取输送带上已经烤胶完成的基座,并将基座放置在微调机的调整座上;
18、s33、微调机的离子枪根据参数设定,将晶片调整到目标频率。
19、作为本发明再进一步的方案:步骤s4的具体步骤如下:
20、s41、将完成调整之后的基座通过焊接机械手夹起,并放置在封焊机的焊接座上;
21、s42、通过盖板取料机械手从提供盖板的料源处夹取盖板,并将盖板盖合在基座上;
22、s43、接着使用焊接机械手对盖板和基座的结合处进行焊接,以形成完整的晶振工装。
23、作为本发明再进一步的方案:晶振工装的日产能为w:
24、w=wd+wk+wt+wf
25、其中,wd为点胶工序的日产能;wk为烤胶工序的日产能;ww为微调工序的日产能;wf为封焊工序的日产能。
26、作为本发明再进一步的方案:点胶工序的日产能wd的计算公式如下:
27、wd=wd1+wd2+…+wdn
28、其中,wd1为点胶工序中第1台点胶机的日产能;wd2为点胶工序中第2台点胶机的日产能;wdn为点胶工序中第n台点胶机的日产能;
29、烤胶工序的日产能wk的计算公式如下:
30、wk=wk1+wk2+…+wki
31、其中,wk1为烤胶工序中第1台烤胶机的日产能;wk2为烤胶工序中第2台烤胶机的日产能;wki为烤胶工序中第i台烤胶机的日产能;
32、微调工序的日产能ww的计算公式如下:
33、ww=ww1+ww2+…+wwj
34、其中,ww1为微调工序中第1台微调机的日产能;ww2为微调工序中第2台微调机的日产能;wwj为微调工序中第j台微调机的日产能;
35、封焊工序的日产能wf的计算公式如下:
36、wf=wf1+wf2+…+wfm
37、其中,wf1为封焊工序中第1台封焊机的日产能;wf2为封焊工序中第2台封焊机的日产能;wfm为封焊工序中第m台封焊机的日产能。
38、作为本发明再进一步的方案:在晶片和基座上均设置有二维码,且在点胶工序、烤胶工序、微调工序和封焊工序中均布置有读取二维码的扫码装置,以获取晶片和基座的信息,并将晶片和基座经历过的工序信息存储在二维码中。
39、与现有技术相比,本发明的有益效果是:
40、1、本发明依次通过点胶工序、烤胶工序、微调工序和封焊工序对晶片进行加工,实现了晶片的连续加工生产,大大提高了生产效率。同时使用微调工序能够调整晶片的位置,以避免后续过程中由于晶片位置偏离而无法封焊或者晶片失效的情况,提高晶片的安装精度和晶振工装的成品率。
41、2、采用扫码装置和二维码进行身份定义,使得每个工装都有唯一的身份标识,避免了生产过程中可能出现的错误。
42、3、本发明通过传送带和分料台的连通,实现了各工序之间的连线,避免了传统生产线中需要人工搬运的问题。
43、4、本发明通过扫码装置、传送带和分料台实现晶片自动生产线的连线和分料,使得生产过程更加高效、快速、准确。
44、5、本发明的实施方式可以采用硬件和软件相结合的方式,具有广泛的应用前景和商业价值。
技术特征:
1.一种晶振自动生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种晶振自动生产方法,其特征在于,步骤s1的具体步骤如下:
3.根据权利要求2所述的一种晶振自动生产方法,其特征在于,步骤s2的具体步骤如下:
4.根据权利要求3所述的一种晶振自动生产方法,其特征在于,步骤s3的具体步骤如下:
5.根据权利要求4所述的一种晶振自动生产方法,其特征在于,步骤s4的具体步骤如下:
6.根据权利要求1-5中任一项所述的一种晶振自动生产方法,其特征在于,晶振工装的日产能为w:
7.根据权利要求6所述的一种晶振自动生产方法,其特征在于,点胶工序的日产能wd的计算公式如下:
8.根据权利要求5所述的一种晶振自动生产方法,其特征在于,在晶片和基座上均设置有二维码,且在点胶工序、烤胶工序、微调工序和封焊工序中均布置有读取二维码的扫码装置,以获取晶片和基座的信息,并将晶片和基座经历过的工序信息存储在二维码中。
技术总结
本发明涉及晶片加工技术领域,具体是一种晶振自动生产方法,包括以下步骤:S1、通过点胶工序将晶片固定在基座上;S2、接着通过烤胶工序对安装有晶片的基座进行烘烤,以使胶体凝固;S3、通过微调工序对烘烤完成的晶片进行调整,以使晶片达到目标频率;S4、最后通过封焊工序将盖板焊接在基座上,进而形成完整的晶振工装;本发明能够减少晶振制程的流转时间,从而提升晶振工装的成品率;同时,本发明能够减少制程时间,实现智能传送,保证制程时间的一致性。
技术研发人员:宣志超,汪星原,吴兵
受保护的技术使用者:安徽晶赛科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!